Operating a waste tire recycling business means that each additional liter of fuel oil truly makes a difference. When you process 10 tons of complete tires in a batch pyrolysis setup every day, reaching that ideal level of 40-45% oil yield can transform a solid venture into a very profitable one. Those who grasp the minor yet essential design decisions often gain an edge over rivals.
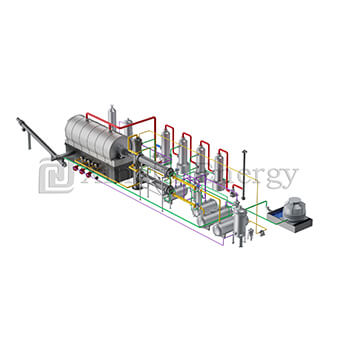
The 10T Batch Type Waste Tyre(Plastic) Pyrolysis Plant from Qingdao Xingfu Energy excels because it blends reliable engineering with elements that safeguard and enhance your oil production. No elaborate sales pitches here—just sturdy construction that provides steady outcomes in actual facilities.
Imagine this: You offload a load of assorted car and truck tires, with some steel belts remaining attached. Following a complete cycle, you anticipate roughly 4 to 4.5 tons of practical pyrolysis oil. That oil can feed directly into industrial burners. It can undergo distillation to create diesel-like fuel. Or it can sell as is to nearby purchasers. If you fall short of the yield goal by just 5%, you forfeit hundreds of gallons per session. And over a month, those losses mount up quickly.
Such gaps often stem from how effectively the setup manages warmth, fumes, and residues. Below, you will find five key technical aspects. They assist in driving oil recovery nearer to the top of the 40-45% spectrum.
Many outdated setups demand that you slice tires into chunks prior to loading. That increases effort, tool damage, and additional power expenses. Yet the 10T plant manages intact tires up to 1200mm across directly from the belt system.
You place them whole. Then you seal the reactor entrance. After that, you begin the warming phase. Preserving the rubber form during early heating aids in regulating the emission of oil fumes more uniformly. With less early breaking, more extended hydrocarbon chains remain whole. As a result, they solidify into practical oil rather than converting to surplus gas.
Folks in hectic sites particularly value this approach. It eliminates one device to upkeep. It requires fewer staff for preliminary work. Plus, it creates a tidier process from delivery truck to reactor.
This area is where plenty of possible oil either gets preserved or wasted.
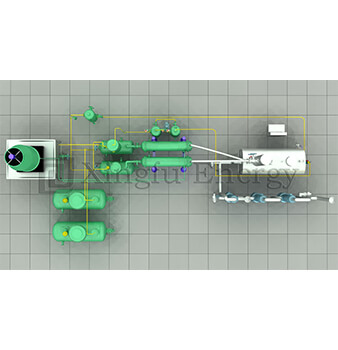
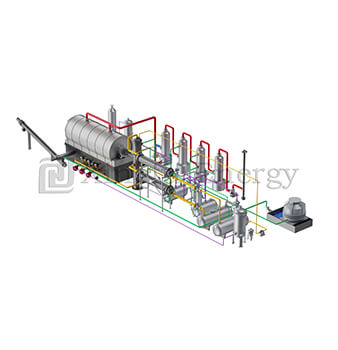
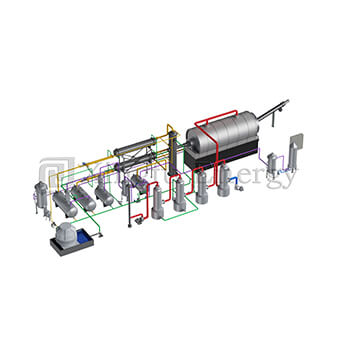
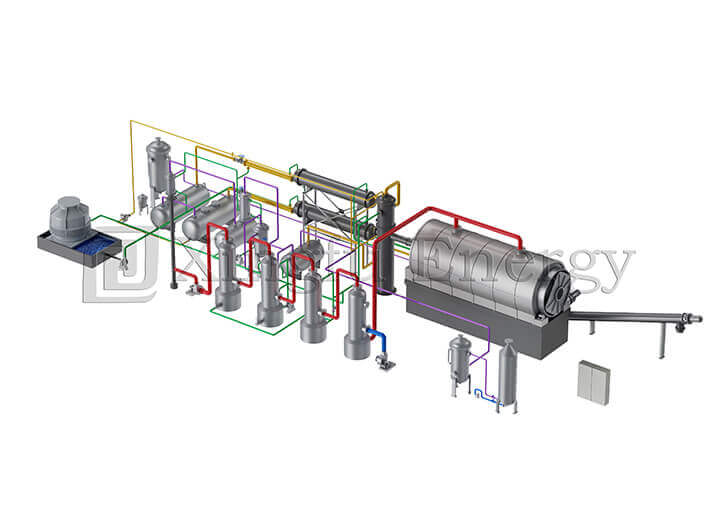
Warm oil and gas exit the reactor. They then flow through a several-phase cooling arrangement. Rather than a lone rapid journey that might allow fumes to stay gaseous, the setup employs stacked condensers and flow cycles. These gradually and completely lower the heat.
What happens next? Greater amounts of those dense oil portions actually become liquid. They gather in the holding tank. Meanwhile, less escapes as unclaimed gas. In real use, facilities with strong multi-level cooling often achieve the upper part of the 40-45% yield mark. This holds true especially when handling bigger truck tires, which naturally hold more reclaimable oil.
Consider it similar to making coffee. The gradual, managed drawing out yields a fuller flavor.
Pyrolysis produces non-condensable syngas along the way. Numerous simple systems simply burn or release it. However, this plant directs the purified gas back to the warm air burner. There, it assists in warming the reactor.
The gas first goes through sulfur removal in the waste gas container. Then it passes via a water barrier. After that, it aids the warming effort. You do need some outside fuel right at the beginning—about 200 kg per batch. But once the operation gains momentum, reused gas sharply reduces continuing fuel needs.
A steady reactor warmth—held below 650°C—avoids excessive breakdown of fumes into simpler, lower-value gases. Reliable warmth ensures more uniform oil standard and improved total yield.
Carbon black and steel wire emerge via an automatic slag extractor. A chilling lift then raises the substance. Following that, a magnetic device divides the steel from the carbon black.
The release method employs pulse dust elimination. Thus, you see hardly any noticeable outflows during emptying. Such clean running benefits not only nearby residents and authorities. It also reduces substance waste and cuts down on pauses.
Staff devote less time to filter cleaning or handling dust accumulation. Therefore, the plant remains active for additional batches each week.
The reactor employs Q345R boiler plate steel. It features complete automatic submerged arc welding, inspected via X-ray. Standard pressure running with steam blast for fire resistance maintains simplicity and security.
These elements count because any drips or frail areas might cause urgent halts and forfeited batches. A firm, properly assembled reactor better upholds vacuum and pressure equilibrium. Consequently, fumes move smoothly to the condensers. They avoid leaking or worsening.
The plant requires just 3-4 workers. It operates at around 30 kW/h when stable. That modest staffing and energy use lowers everyday expenses. In turn, more of your earnings remain as gain.
Here’s a quick comparison of typical outputs from a well-run 10T batch system:
| Output Material | Percentage Range | From 10 Tons (approx.) |
| Fuel Oil | 40-45% | 4.0 – 4.5 tons |
| Carbon Black | 32-36% | 3.2 – 3.6 tons |
| Steel Wire | 14-16% | 1.4 – 1.6 tons |
| Syngas | 5-8% | 0.5 – 0.8 tons |
These figures derive from practical handling of varied waste tires. Bigger truck tires usually drive oil yields toward 45%. On the other hand, smaller passenger tires might settle closer to 40%.
A facility operating 25-28 days monthly at 10 tons daily can generate more than 100 tons of pyrolysis oil each month if adjusted properly. At prevailing market rates for tire-sourced fuel oil, that additional 0.5 ton per batch from wise design selections rapidly offsets the investment in quality gear and fewer daily issues.
Users also value the 5-7 year lifespan with routine upkeep. The mix of whole-tire loading, detailed cooling, and gas reuse simply streamlines the everyday tasks. It makes them more reliable.
In essence, this setup allows operators to focus on production without constant worries. The features work together to ensure that each batch delivers the expected results. Over time, this reliability builds trust in the equipment. It supports long-term success in the recycling field.
Many owners report smoother starts each day because of the straightforward loading process. They avoid the hassles of extra machinery. Cooling efficiency means less waste, which directly boosts profits. Gas recycling not only saves money but also promotes an eco-friendly operation. Clean discharge keeps the site tidy and compliant with rules. The strong build ensures safety, reducing risks for the team.
When you consider the full picture, these elements create a system that runs efficiently day after day. Operators find it easy to maintain high yields. This leads to steady income from oil sales and other byproducts.
Qingdao Xingfu Energy Equipment Co., Ltd. offers over ten years of focused production know-how. Established in 2010 in Qingdao, Shandong Province, the firm creates and assembles industrial boilers, pressure containers, and full waste tire and plastic pyrolysis setups.
Its 70,500 square meter site houses a staff of 228, which includes 28 technical experts and 65 skilled welders. Certifications such as CE, ISO9001, and A-level boiler production permits highlight their commitment. Xingfu emphasizes dependable, useful tools that succeed on-site. Their equipment has gone to over 30 nations. This has built ongoing customer loyalty from those who prioritize real performance above promotion.
The company invests in quality materials and processes to ensure durability. Their designs draw from years of feedback from users worldwide. This approach helps them refine products for better results. Teams collaborate closely to meet diverse needs in the industry. Overall, Qingdao Xingfu Energy stands as a trusted name for practical solutions in waste management.
Extracting the maximum fuel oil from every 10-ton batch does not involve seeking impossible figures. It arises from selecting gear with the proper blend of whole-tire feeding, thorough cooling, gas recycling, neat discharge, and firm structure. The 10T Batch Type Waste Tyre(Plastic) Pyrolysis Plant assembles those components effectively. It enables users to achieve 40-45% oil yield reliably. At the same time, it controls daily expenses and workforce needs.
If you are assessing options or aiming to grow your recycling scale, these technical points can separate ordinary gains from robust, lasting earnings.
To wrap up, investing in such a system positions your operation for success. It handles the challenges of tire processing with ease. Yields stay consistent, costs remain low, and output proves valuable. This setup supports not just profitability but also sustainable practices in recycling.
Under standard working conditions with assorted waste tires, the system generally provides 40-45% fuel oil. That equals 4 to 4.5 tons of pyrolysis oil per 10-ton batch. Higher figures often appear when dealing with larger truck tires.
No. A main benefit is its capacity to take whole tires up to 1200mm in diameter. This spares time, effort, and the expense of separate cutting tools.
It lowers the temperature of hot oil vapors in phases instead of abruptly. Thus, more of the weightier portions solidify correctly into liquid fuel oil. Fewer remain as unclaimed gas.
Yes. Following simple purification and sulfur removal, the burnable syngas returns to the burner to aid reactor heating. This lessens reliance on outside fuel as the process continues.
Typically, 3 to 4 staff per shift manage loading, oversight, emptying, and routine care. This makes it suitable for many mid-sized recycling efforts.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD