In a batch type waste tyre (plastic) pyrolysis plant, the feeding method plays a decisive role in determining process efficiency, product yield, and reactor longevity. The way tires are prepared—whether processed as whole units or shredded into smaller fragments—directly affects heat transfer dynamics, gas flow distribution, and the stability of the thermal decomposition reactions. Experts in thermal recycling technology often emphasize that feedstock geometry not only governs energy consumption but also influences the quality of recovered oil, gas, and carbon black.
The preparation of feedstock is crucial for the quality of pyrolysis process. The physical form of tires affects to how the heat is penetrating the material and then cracking it. Whole tires have advantage of strong structure while they have disadvantage of small surface area that exposes to the heat. In contrast, shredded tires have small structure but they have large surface area and are heated up quickly and evenly. These are important to obtain uniform reaction and to obtain same amount of product in batch cycles. For batch type pyrolysis plants, it is important to prepare the best form between efficient through put and safe operation in reactor for feedstock.
To make a fair comparison of the different methods for feeding tires to a reactor for pyrolysis, it is important first to recognize that both whole tires and tires that have been shredded differ not only in size, but also in the way that the material is packed or how the material is actually structured from a density perspective. Importantly, these differences in the way that tires are structured affect pyrolysis kinetics and thereby the reactor residence time, as well as the split between liquid oil and non-condensable gases. It therefore is necessary for critical parameters relating to the design of a pyrolysis reactor, including for example the volume of the reactor that will be loaded with tires, the rate at which the material will be heated, and the level of reactor insulation required, to be adjusted in order to optimize oil production as a function of the specific form of the tire feedstock.
When processing whole tires in a batch type system, several mechanical and thermal design challenges must be addressed by the plant operators.
Whole tire pyrolysis requires large openings in the reactor to admit whole tire casings. Mechanical handling of the tire such as by a hydraulic loader or by conveyor is typical since there is considerable volume to be handled. Due to the limited surface area exposed, there is slow heat transfer into the tire core. Therefore, the reactor walls must be thick and high quality insulation must be used to assure isothermal operation over the extended time required to heat the tire core to pyrolysis temperature.
Whole tires are decomposing slowly when they are heated from the outside in. This process leads to a longer heating period than with shredded products, in the first stage of pyrolysis the gas production is low due to the slow evaporation of the volatile fraction, but it will stabilize later on. The produced carbon black is of large particle size and contains high amounts of ash, due to the uncontrolled temperature field within the whole tire.
Advantage of whole tire feeding is low complexity since no shredding is needed for feeding. Therefore lower investment for necessary equipment and lower amount of dust during loading of the tires is created which are positive aspects for safety of employees at work places. However heat penetration is slow and as a result incomplete pyrolysis zones are created in large amounts of tires. In addition, single tires take up a lot of space in the reactor and therefore filling degree of batches is not 100%.
When compared to whole-tire processing, shredded tire feeding introduces many novel design considerations which can increase processing efficiency.
Shredded tires are processed into smaller pieces that create an even layer throughout the reactor bed allowing for constant degradation rates throughout all levels of material. The fine pieces of shredded tires do create dust that can pose problems of clogging and ignition; therefore, effective means of dust management are a crucial part of shredded-feed systems, such as filters and inert gas purging.
By increasing the surface area of the shredded rubber in contact with the hot gas, devolatilization is speeded up. This results in a higher oil yield since the polymer chains are broken down more completely under uniform thermal conditions. Improved plant throughput is also obtained as a result of the shorter batch times. Good product quality is also maintained from batch to batch.
Shredding the feedstock prior to introduction into the reactor core allows better control of internal temperature gradients and results in finer particle size distribution of the produced carbon black which is becoming increasingly attractive for higher value industrial applications. The disadvantage of shredding prior to pyrolysis processing is the extra energy required for shredding the feedstock prior to processing and the excessive wear on feeding equipment caused by the fine, abrasive rubber fragments.
A detailed comparison of whole tire processing with shredder tire processing to produce end products reveals the pros and cons of increased energy usage in processing versus quality of end products.
The use of shredded tires as feedstock results in shorter heating up times but increased energy consumption for mechanical preprocessing steps. On the other hand, whole tires are not shredded and require longer heating up times which results in higher total fuel consumption per cycle.
Oil Yield Trends
Shredded feed generally yields higher liquid oil content than larger pieces of feed as the smaller particle size promotes more uniform cracking within the reactor.
Gas Yield Patterns
Whole-tire batches typically produce more non-condensable gases than chip batches because they are exposed at elevated temperatures for longer periods of time during the latter stages of decomposition.
Solid Residue Characteristics
Carbon black derived from whole-tire pyrolysis generally has a lower surface area than one produced from shredded tires. Coarse residues from whole tires contain a lot of unreacted filler material which are embedded within the thick rubber walls.
Decisions about whether to use whole or shredded tires in batch-type reactors are made on the basis of several key considerations for reactor design.
To achieve uniform heat flux to a bed of shredded material, the design must be able to distribute heat throughout the entire bed. Typically, a multi-zone heating system, or fluidized gas circulation, is sufficient to achieve the required distribution. For whole tires, the use of rotational mechanisms or a staged heating plan can prevent localized overheating of the tire material at points of contact with the walls of the reactor.
New advanced temperature profiling sensors allow for optimal control of the pyrolysis process based on the specific characteristics of the feedstock. The pressure management also needs to be adapted and for instance dense whole-tire loads require a stronger venting system than porous shredded tire material as gases can escape easier through the interstitial voids between the single particles.
When choosing feedstocks for modern batch type waste tyre (plastic) pyrolysis plants, decisions are often taken on the basis of economic and environmental sustainability in addition to technical performance.
There are some initial capital costs to shredding the tires. This is offset by the reduced time required to complete a cycle due to the faster reaction rates. As mentioned before, whole-tire feeding negates the initial processing of tires prior to combustion and has higher levels of fuel usage during the extended heat up period. This needs to be compared against current operating practice, and local fuel costs.
Emission Profiles
Large intact tires may undergo incomplete pyrolysis, resulting in increased CO₂ and hydrocarbon emissions as temperature control fails to penetrate the mass of the tire.
Waste Management Efficiency
Finer carbon black made from shredded feed is more reusable in pigment production as well as in the rubber reinforcement industry. Thus, it even more strongly promotes the goals of the Circular Economy by maximizing efficiency of material recovery.
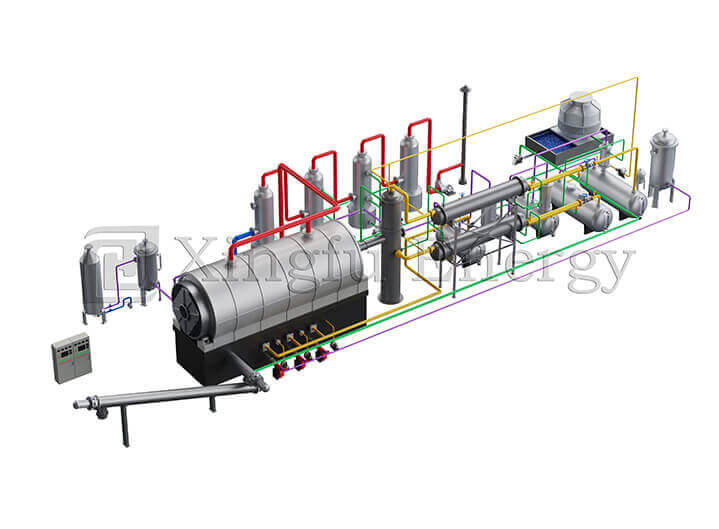
Qingdao Xingfu Energy is a reliable bath type waste tyre (plastic) pyrolysis plant manufacturer and supplier around the world. Qingdao Xingfu Energy has rich experience in waste tire/plastic pyrolysis oil processing solutions. Our services for our customers include engineering consultation, installation, pre-commissioning supervision and commissioning, operator training, after sales service etc. to guarantee our customers’ facilities run efficiently and reliably for long time.
Here we are comparing whole tire feeding against shredded tire feeding, weighing up cost against process goals for the batch type pyrolysis process. Both methods have their advantages, particularly in relation to the available infrastructure, as well as the product specifications. The shredded tire allows for higher reaction rates, and consequently higher oil yields, than feeding whole tires directly into the reactor, even so, whole tires are easier to manage, with higher energy returned per batch. Continuing developments in reactor design will allow for both these options to be used to best effect in waste-to-energy systems which are becoming increasingly sustainable to meet global environmental aims.
Shredded tire feeding as opposed to whole tire feeding produces the highest amount of liquid oil as Shredded tire fragments undergo the most complete breakdown of the tire’s polymers under relatively even thermal exposure when in a reactor chamber.
The wear caused by the fine rubber particles on mechanical feeders as well as the dust that can block up filters, bearings, seals and air-handling units etc. needs to be checked regularly to ensure that the equipment is operating safely and continuously.
Whole tire feeding to a boiler does not require a shredding facility to be installed and also reduces the potential for excessive amounts of dust to be created during the loading process. These advantages make feeding whole tires attractive to some, particularly where labor costs are low and energy prices are stable enough to offset longer heating periods.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD