Waste tire and plastic pyrolysis plants offer a practical way to turn scrap into fuel oil, carbon black, and steel wire. Still, many operators run into the same issue after just a few months. Thick carbon buildup coats the inside walls of the reactor. This layer cuts heat transfer, forces higher fuel use, and shortens the reactor’s working life.
If you have ever shut down a batch to clean it out, scraped off hard coke layers, or watched oil yields fall from 45% down to under 35%, you understand the headache. The good news is this: a smart heating design can fight back against this problem. Bath-type heating, used in certain batch pyrolysis systems, spreads heat more evenly. It cuts down on the hot spots that start heavy coking.
Coking does not happen by chance. It occurs when hydrocarbons break down in an uneven way under strong heat. In tire or plastic feedstock, long-chain molecules crack into smaller ones. But if temperatures jump too high in one spot or vapors stay near hot surfaces too long, they stick together and form deposits. Over time, that sticky material turns into hard carbon layers.
Imagine a typical run. You load whole tires up to 1200 mm. You start the reactor, and temperatures climb toward 650°C. In direct-flame setups, flames hit one side of the reactor wall harder than others. Those areas get much hotter — sometimes 100–200°C above the average. Plastics melt and gather there first. Then they char and bake onto the surface. Tires release heavy oils that crack further against the overheated metal.
Operators often report cleaning cycles every 20–40 batches in tough cases. Each cleaning means lost production time, extra labor costs, and the risk of damaging the reactor while scraping. Repeated thermal stress from uneven heating also wears out the steel faster. A reactor that should last 5–7 years might need major repairs in just 3.
Most batch reactors use burners that fire directly or through narrow channels. Heat does not move around evenly. The bottom or one side runs hotter while the top stays cooler. Feedstock near the hot zone breaks down faster. It releases more aromatic compounds that easily form coke.
Here is a real-world example. A plant processing mixed waste tires noticed carbon black output changing from clean powder to clumpy, oily residue after about 15 runs. They checked and found localized overheating had created coke islands on the inner wall. Those islands acted like insulation. Operators had to turn burners higher just to keep temperature steady. This burned more fuel and sped up wear.
Data from plants that run for years shows something clear. Even small temperature differences of 50°C across the reactor can double the coking rate. It is not just theory. Plants see real drops in fuel oil yield and growing maintenance records.
Bath-type heating takes a different path. Instead of pointing flames straight at the reactor, it uses a surrounding medium. Often this is hot air or a controlled heat bath. It transfers energy more gently and evenly. The reactor sits in a heated space where heat comes from all directions instead of sharp blasts.
This setup keeps wall temperatures steadier. There are no extreme hot spots. The whole surface heats up at a similar pace. So the feedstock breaks down more consistently. Vapors rise and leave without baking against superheated patches.
In daily use, this brings several changes. The temperature rises more slowly and in a controlled way. Molecules get time to crack properly instead of charring quickly. Polymerization on the walls drops because surface temperatures stay closer to the main process temperature. Usually this stays around 650°C at most. Thermal shock to the Q345R steel reactor body decreases. This helps the material hold up better over hundreds of cycles.
Operators using bath-type systems often run 50–80 batches before they need any major wall cleaning. Fuel use during operation stays steady — around 200 kg per cycle for a 10-ton unit. Energy is not wasted fighting thick insulating coke layers.
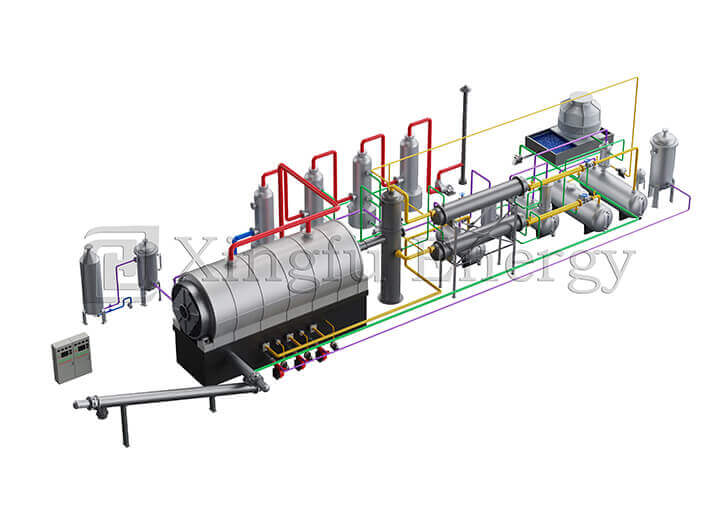
Let’s look at what this means on the ground for a 10T batch-type plant.
One plant running mixed tires and plastics saw steel wire recovery hold steady at 14–16%. Syn gas got reused well in the hot air furnace after desulfurization. Pulse dust removal kept emissions low during discharge. These are not just numbers on paper. They are the kind of steady results that keep a facility running profitably month after month.
Here is a quick side-by-side look at common issues versus improvements with even heating:
| Aspect | Traditional Direct Heating Issues | Bath-Type Heating Advantages |
| Temperature uniformity | Hot spots up to 100–200°C difference | Even spread with very little difference |
| Coking frequency | Heavy buildup every 20–40 batches | Much less buildup; longer runs between cleanings |
| Fuel oil yield | Drops over time because of poor heat transfer | Holds 40–45% longer |
| Reactor lifespan | Shortened by repeated thermal stress | Closer to full 5–7 years |
| Labor & downtime | Frequent scraping and repairs | More automatic discharge and less manual work |
No system removes coking completely. It is part of the chemistry. But bath-type designs tackle the main cause: uneven heat that turns normal char into stubborn deposits.
Even with better heating, a few simple habits make a real difference.
Keep feedstock reasonably dry and consistent. Too much moisture or mixed contaminants can still cause side reactions. Watch exit gas and adjust based on actual performance instead of pushing the highest temperature. Use the built-in syn gas recycling. After desulfurization in the waste gas tank, it feeds back into the hot air system and cuts external fuel needs. Schedule quick visual checks during the cooling phase. Catching early soft deposits is much easier than removing hardened coke later.
These steps, combined with the bath-type approach, turn pyrolysis from a high-maintenance gamble into a reliable process.
Qingdao Xingfu Energy Equipment Co., Ltd. brings more than 15 years of practical experience. The company is based in Qingdao, Shandong Province. They design and build industrial boilers, pressure vessels, and complete waste tire and plastic pyrolysis systems. Their facilities cover 70,500 square meters. A skilled team of engineers and welders works there. They hold A-level boiler and pressure vessel certifications.
The company focuses on practical and durable equipment that operators can run profitably. The bath-type batch plants show this clearly. They are built with Q345R steel and use automatic submerged arc welding checked by x-ray. Features include whole-tire feeding and efficient handling of byproducts. Systems have gone to more than 30 countries and brought repeat business through steady day-to-day performance in real recycling yards.
Coking stays one of the toughest technical challenges in batch pyrolysis. But it does not have to control your operation. By fixing the main issue of uneven heating, bath-type designs offer a practical pyrolysis reactor coking solution. They extend equipment life, keep yields steady, and reduce unnecessary downtime. Operators get more predictable runs and better returns on their investment without constant firefighting.
If you are tired of scraping reactors or watching efficiency slide, it is worth checking systems built around even heat distribution. The difference shows up in longer runs, cleaner outputs, and equipment that truly lasts.
Coking happens when hot spots cause hydrocarbons to stick together and build up on the reactor walls. Uneven heating from direct burners makes this problem worse. It is especially noticeable with tires and plastics that release sticky vapors.
It surrounds the reactor with a more uniform heat source. This avoids sharp temperature spikes. The entire wall stays closer to the target process temperature. So hard carbon buildup forms much more slowly, and the reactor can run longer between cleanings.
In most cases, yes. Better heat transfer allows more complete pyrolysis without over-cracking in hot zones. Many 10T batch plants keep 40–45% oil recovery steady over more batches. Traditional systems lose yield faster once coke layers start insulating the walls.
It depends on the feedstock, but operators usually see much longer intervals. Often this is double or more compared to traditional direct heating. The automatic slag system also helps manage coarse carbon without frequent wall scraping.
Yes, it works well. These batch systems handle whole tires up to 1200 mm directly. This cuts preprocessing costs. At the same time, the even heating supports consistent breakdown and high recovery of oil, carbon black, and steel wire.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD