Waste tyre piles keep growing all over the world. Turning them into fuel oil, carbon black, and steel wire seems like a solid plan on paper. But plenty of pyrolysis operations hit real headaches with regulators. The main issue? Uncontrolled emissions that draw quick attention.
In places like India’s Punjab and Haryana, officials have cracked down hard in recent years. Reports from 2025 show that about two-thirds of tyre fuel plants in Punjab were missing proper air filtration gear. Many got notices or faced shutdowns because they released toxic gases without enough controls. Similar stories popped up in Haryana, where plants got sealed over hazardous emissions. These cases remind everyone in the business that environmental rules act like a high-pressure line. Cross it, and you risk fines, closures, and lost trust from the local community.
Operators who skip these rules don’t just pay money. They often watch their plants sit idle while neighbors complain about smoke or smells. That’s exactly why smarter designs make such a big difference today. A well-built 20 T semi-continuous waste tyre pyrolysis plant lets processors stay compliant and keep things running smoothly at the same time.
Pyrolysis heats tyres in a low-oxygen setting. It creates useful products, but it also produces gases that need careful treatment. Older batch systems often struggle here. They stop frequently for loading and unloading. Each time the reactor opens, dust flies and untreated gas can slip out.
Regulators now push harder for tight controls on sulfur compounds, tiny particles, and volatile organics. In many areas, plants must prove they meet standards close to those for other industrial waste processes. Non-compliance means more than extra paperwork. It brings black smoke complaints, health worries for nearby families, and fast enforcement from authorities.
The bright side is clear. Modern semi-continuous systems fix many of these problems right in the basic design. They run more steadily instead of starting and stopping all day. Sealed feeds and built-in gas treatment help cut temperature swings and wasted energy. Emissions stay much lower as a result.
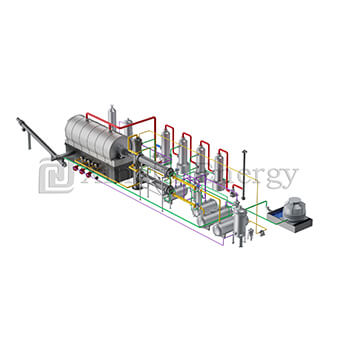
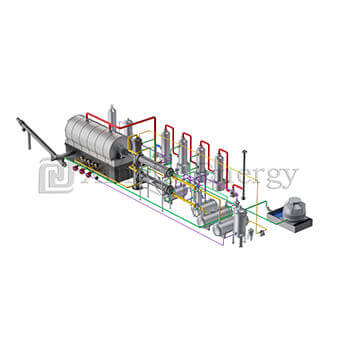
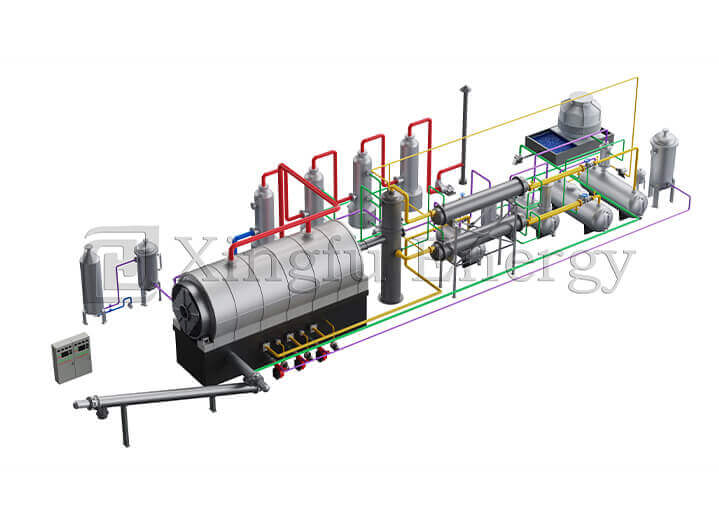
The 20 T semi-continuous waste tyre pyrolysis plant, often called model XFLJ–20, handles roughly 20 tons of tyre pieces each day. It usually needs only 3 or 4 operators. The system works at normal pressure and reaches temperatures up to 650°C. Hot air moves in a special cycle to heat everything evenly.
What really helps with compliance is how it contains and treats materials at every stage.
First, the feeding stays airtight even at high heat. Workers break tyres into pieces no bigger than 50 mm and send them in on a conveyor. The hot reactor never opens to outside air. This step cuts heat loss and stops stray emissions during loading.
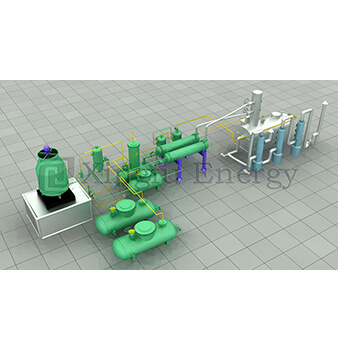
Next comes the slag discharge. An automatic system removes coarse carbon black and steel wire while everything stays sealed. No big dust clouds rise up. After that, the material cools down and moves through a magnetic separator for clean sorting.
Waste gas gets its own treatment too. Flammable gases pass through a dedicated desulfurization tank first. Then a vacuum pump sends the cleaned gas to a water-sealed tank. From there, it returns to the hot air furnace for reuse. This loop reduces the need for extra fuel and keeps harmful releases way down.
These features create a tighter, more closed process overall. Plant operators often notice cleaner yards, fewer odor issues, and simpler checks during inspections. The multilevel cooling setup also improves yields. Fuel oil typically reaches 40-45%, carbon black lands around 32-36%, and steel wire comes in at 14-16%. The leftover 5-8% syngas helps power the system itself.
Picture a plant running close to homes. In older open setups, residents might smell smoke or see haze during discharge times. The semi-continuous approach keeps most activity contained. That makes it easier to add monitoring tools and show inspectors that everything stays within limits.
The design offers more than just emission fixes. Several practical choices make daily work safer and steadier.
The whole structure is integral, so it needs no special foundation. Setup goes faster and creates less mess on site. Hot air circulation follows a unique cycle that keeps temperatures steady while using less fuel — usually around 200 kg during normal running.
A steam blow flame retardant method adds another safety layer. Total power use sits at 160 kW, with running power near 75 kW per hour. That keeps energy costs predictable from month to month.
The plant takes up roughly 25,000 mm by 11,500 mm of space. Its highest point reaches about 5,000 mm during installation. Builders use durable Q345R material, and the system can last 5 to 7 years with regular care.
These numbers aren’t just specs on a sheet. They show up in fewer surprise stops, lower running costs, and a process that’s simpler to adjust for local rules.
Many processors who pick this style of equipment say inspections feel less stressful. The sealed systems and gas treatment line up well with rules on particles and acid gases. In areas that demand cleaner recycling, these built-in features can speed up approvals.
Operators also recover more resources. Instead of sending tyres to landfills or burning them in the open, the plant turns waste into sellable items. Fuel oil works in industry, carbon black gets processed further, and steel wire goes back for recycling. The whole setup builds a stronger business case while showing real care for the environment.
No technology solves every single problem, of course. Good training still matters. So does regular maintenance on the desulfurization tank and all the seals. Accurate records of monitoring data remain important too. But starting with equipment that already cuts leaks and untreated releases gives operators a much better starting point.
Qingdao Xingfu Energy Equipment Co., Ltd. has earned a solid name since 2010. The company sits in Qingdao, Shandong Province. It supplies industrial boilers, pressure vessels, and waste tyres & plastics pyrolysis systems.
The facility covers 70,500 square meters, with 21,000 square meters of actual plant space. Around 228 people work there, including a strong group of technicians and engineers. They hold CE and ISO9001 certifications, plus boiler and pressure vessel licenses from local authorities.
Their pyrolysis equipment, including the semi-continuous models, comes from years of hands-on experience. The goal stays practical: help clients turn waste into usable energy while meeting today’s tighter environmental demands. Products have reached buyers in more than 30 countries. The focus always stays on safe, efficient designs that last.
Meeting emission standards is no longer optional in the pyrolysis business. It draws the clear line between operations that last and those that run into trouble. The 20 T semi-continuous waste tyre pyrolysis plant proves how clever engineering can lower environmental impact without hurting daily output.
From airtight feeding and sealed discharge to desulfurization and syngas reuse, these features help plants run cleaner. They also make it easier to pass inspections even when rules get stricter. As waste tyre volumes keep climbing, solutions that handle the problem responsibly will stay in demand.
For operators who want long-term success, choosing modern designs brings smoother approvals, fewer shutdown risks, and stronger ties with the surrounding community. That kind of progress turns a waste challenge into a steady resource.
It uses sealed high-temperature feeding and airtight slag discharge to cut down on dust and stray gases. Plus, the dedicated desulfurization tank treats waste gas effectively. All of this supports steadier daily runs with lower emissions.
Flammable gases go through desulfurization first. Then they move to a water-sealed tank and get reused in the hot air furnace. This recycling step lowers the need for outside fuel and keeps more pollutants from escaping.
You usually see 40-45% fuel oil, 32-36% carbon black that can go on for industrial use, 14-16% steel wire, and 5-8% syngas that helps heat the system.
Yes, it works well there. The integrated gas treatment, sealed steps, and normal-pressure operation make monitoring simpler. When paired with solid site management, it helps meet rules on particles and acid gases more easily.
Most setups need just 3 or 4 operators. The automated feeding, slag removal, and gas handling reduce the amount of manual work required.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD