You’ve just wrapped up a solid pyrolysis run. Tires or plastics turned into raw oil. But when you pop open the tank, the stuff looks almost black. It carries a sharp, nasty chemical smell. And the sulfur levels run high. That kind of oil won’t burn clean in today’s engines. Selling it to real fuel buyers feels like a dead end. Plenty of operators run into this same headache with every batch.
The good part is this. A solid oil distillation plant can change that dark, smelly pyrolysis oil into clear, stable diesel. It can meet tough Euro 5 emission rules. The whole thing isn’t some trick. It follows proven steps that strip out the junk one piece at a time. Guys who set up the right system often say they sell the finished product for better money. Or they run it straight in their own trucks without any trouble.
Straight out of the pyrolysis process, the oil usually comes out dark brown or black. It gives off a strong, irritating odor that sticks to your clothes and gear. Sulfur content often sits in the thousands of ppm. Sometimes it hits 3,000 to 10,000 ppm or more, depending on what you fed in. These issues create real problems right away.
One operator I heard about in Southeast Asia talked about his first batches. “The oil looked like old motor oil mixed with tar. Nobody wanted it except at rock-bottom prices.” After he improved his setup, the same starting material now gives diesel that local distributors grab without a second thought.
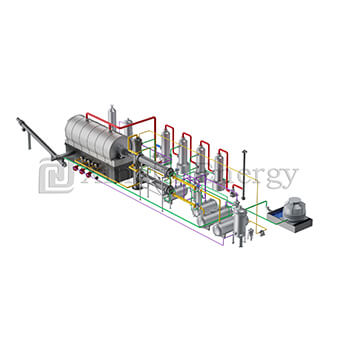
Basic distillation does help split out lighter parts. But it rarely turns out road-ready diesel by itself. The diesel cut still holds onto dark color stuff, leftover sulfur compounds, and molecules that cause bad smells. That’s why a full purification line makes all the difference. A modern oil distillation plant brings together several stages. They work to hit the numbers that count: clear look, low odor, sulfur under 50 ppm (or even lower in some setups), and decent cetane performance.
Here’s how the deeper process actually plays out for experienced hands:
Run these steps in order, and the change stands out. Lab results from similar lines show color jumping from black-brown (Saybolt below -10) to +25 or better. Sulfur stays consistently under 50 ppm. The finished diesel burns cleaner. It meets flash point needs. And it works well in standard diesel engines.
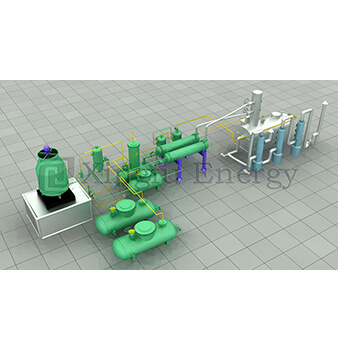
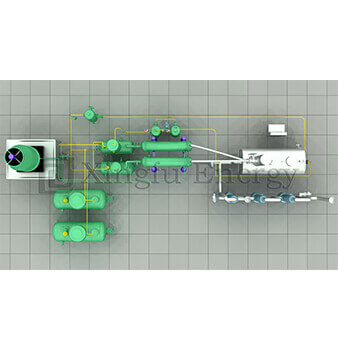
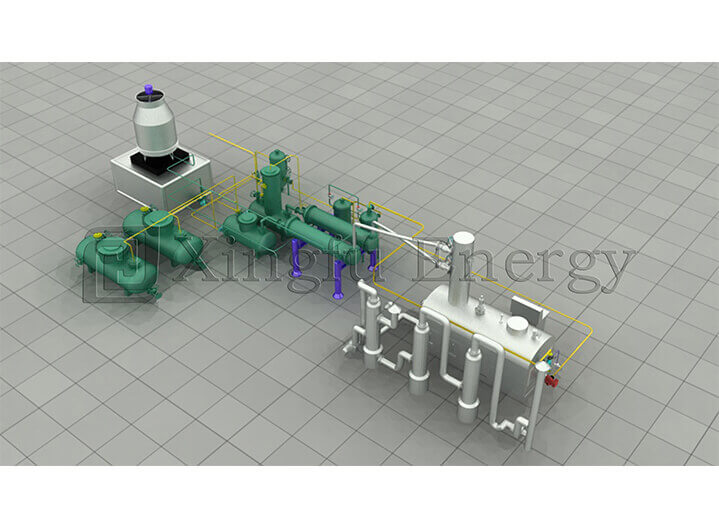
Size plays a big role. A 10-ton per batch oil distillation plant fits smaller operations or startups. It takes up a modest space, around 19m by 3.6m, and needs about 36 kW total power. Bigger 20-ton units push more volume for plants that already run steady.
A lot of operators like modular builds. For instance, Xingfu Energy’s 20-ton oil distillation plant lets you add desulfurization and decolorization modules later if you want. You can start simple with basic distillation. Then expand as your market grows. The company supplies full process packages too. That includes detailed flow charts, catalyst suggestions, and operating details. Your team doesn’t have to learn everything the hard way through endless trials.
Safety pieces matter just as much. Systems that use indirect hot air circulation avoid hot spots. They cut coking risks and keep quality steady batch after batch. Automatic controls hold temperatures and pressures even. That directly helps product stay consistent from one run to the next.
In actual plants running the full line, people report solid numbers:
One practical tip from veterans: keep your feedstock fairly consistent. Blending tire and plastic oils means tweaking your cut points a bit. Test sulfur and color after each stage in the lab. That catches problems early. Clean condensers and filters regularly so yields don’t drop over time.
Energy use gets better with modern thermal oil heaters too. They often burn less fuel and cut emissions compared to older direct-fired setups.
Qingdao Xingfu Energy Equipment Co., Ltd., established in 2010 and based in Qingdao, Shandong Province, China, specializes in industrial boilers, pressure vessels, and complete waste tire and plastic pyrolysis systems, along with supporting oil distillation units. With a large manufacturing footprint and a team that includes experienced engineers and certified welders, the company designs and builds equipment exported to more than 30 countries. Their focus remains on reliable, customizable solutions backed by ISO9001 and CE certifications. For pyrolysis oil processors, they offer integrated distillation plants with options for advanced purification modules and technical support packages to help operators achieve consistent, high-quality output.
Turning thick, high-sulfur pyrolysis oil into clear, low-odor diesel that meets Euro 5 standards takes more than plain distillation. It calls for a smart mix of pretreatment, careful fraction cutting, targeted desulfurization, and final polishing. Operators who pick a complete oil distillation plant with these features often move from fighting to sell cheap fuel to offering something that brings better prices and fits tighter rules.
The technology sits ready today. Success comes from matching equipment to your scale, putting the right process pieces together, and working with suppliers who know both pyrolysis and refining sides. With steady runs and good maintenance, many plants hit reliable results. That makes the whole waste-to-fuel loop more profitable and easier on the environment.
An oil distillation plant heats raw pyrolysis oil to pull apart fractions like petrol, diesel, and heavier leftovers. When it includes extra modules for desulfurization and clay treatment, it strips out impurities. You end up with cleaner diesel that works for higher-spec uses.
It can, especially when the setup adds chemical desulfurization or hydro-refining plus adsorption polishing. Real run data shows sulfur falling from thousands of ppm to below 50 ppm. Results depend on your feedstock and exact configuration.
Most cycles run 8 to 12 hours. That covers heating, distillation, and cooling. Exact time varies with the equipment design and whether polishing steps run together or separate.
Well-run systems usually get 70-75% diesel fraction after the first distillation. After full polishing, overall recovery often reaches 80-90% of the usable part. Light ends and residue make up the rest.
When processed right, the output looks clear or very pale. It carries very little odor after the decolorization and deodorization step. Many operators say it looks and smells close to regular diesel.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD