If you run a recycling operation or handle waste disposal, you have probably asked yourself how to turn stacks of old tires into something valuable. The waste tyre to fuel oil process gives you a solid way forward. It takes worn-out tires and turns them into usable fuel oil, carbon black, steel wire, and even syngas that keeps the system running.
Operators who face growing piles of scrap tires really like this method. It reduces the amount sent to landfills and creates products they can actually sell. Fully continuous systems make the whole operation smoother than older batch setups. You do not need to stop every few hours to load fresh material or unload finished products. Shredded tires keep flowing through the plant day and night.
This guide walks you through the waste tyre to fuel oil process one step at a time. You will see how modern fully continuous pyrolysis plants get the job done efficiently. Real numbers from working facilities show what kind of daily output and long-term performance you can expect.
Waste tires build up quickly these days. Millions of them end up dumped in landfills or burned in ways that dirty the air. Yet every single tire contains useful rubber, steel, and carbon materials. The waste tyre to fuel oil process recovers these resources by applying heat inside an oxygen-free space.
In a typical plant, one ton of waste tires can produce about 400 to 500 kilograms of fuel oil. The actual amount depends on the kind of tires, their size, and how carefully the plant controls temperature. Truck tires often give a bit more oil than regular passenger car tires. People with years in the industry notice that preparing the feedstock properly leads to steadier results.
Plant managers appreciate having several ways to make money from the same batch. The fuel oil can run industrial boilers or get refined later. Carbon black works well in new rubber goods or as a filler material. Steel wire sells as scrap. Even the gas produced during the cracking stage helps heat the furnace once the plant gets going.
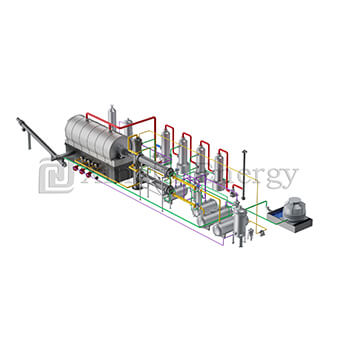
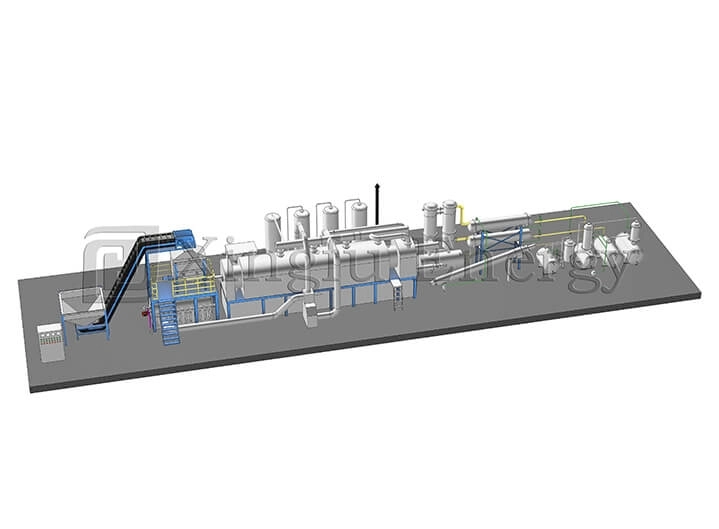
The fully continuous version stands out because it keeps running with very few breaks. Shredded tires go in one end, and finished products come out the other end steadily. Here is how the process looks on a typical plant floor.
First, workers or machines break the tires into small chunks, usually no bigger than 20 millimeters. A conveyor belt then carries these pieces smoothly into the reactor. This steady feeding keeps everything moving without pause.
Inside the rotating reactor, temperatures rise to around 650°C or a bit lower in a low-oxygen setting. The rubber material breaks down into vapors, gases, and solid leftover bits. A rotating design with anti-coking features stops carbon from building up on the walls. That means far fewer cleaning shutdowns and much longer running periods between maintenance.
Hot air moves around the reactor to provide even heating. A low-temperature catalyst helps the reaction move along without needing extremely high heat. This setup helps the equipment last longer and keeps the final products cleaner.
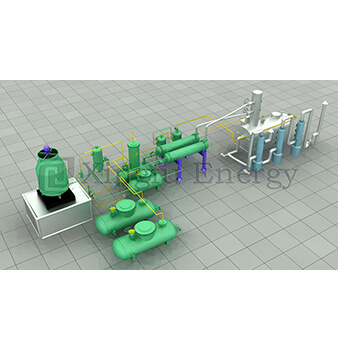
Oil and gas vapors rise up and travel to a gas-liquid separating tower. From there, they flow into several levels of condensers. The vapors cool down and turn into liquid fuel oil, which collects in storage tanks. Multiple cooling stages capture more oil and push overall yields higher, often reaching 45 to 50 percent when conditions are good.
At the same time, the solid materials — mainly coarse carbon black and steel wire — get pushed out automatically by a slag remover. A cooling hoist lifts everything up, and a magnetic separator pulls the steel wire away cleanly. The remaining carbon black goes through extra steps to become ready for industrial use.
Any gases that do not condense pass through multistage treatment. They go through desulfurization and water-sealed systems before burning inside the hot air furnace. After burning about 300 kilograms of fuel at the very beginning, the plant switches to its own syngas. No extra outside fuel is needed during normal running.
The whole system stays tightly enclosed. Dust stays trapped inside, and emissions get cleaned enough to meet strict rules, including tough European standards in many setups.
Several smart design choices set fully continuous plants apart from older batch systems.
A 15-ton-per-day model usually measures about 14 meters long, 2.4 meters wide, and 4 meters high. It needs roughly 36 by 3.5 meters of floor space and uses about 80 kW while running. The reactor body uses strong Q345R material and can last up to 10 years when cared for properly.
Larger 30-ton versions follow the same basic ideas but handle greater volumes for bigger operations.
Yields can shift a little depending on tire quality and how the plant runs, but here is a realistic picture from well-operated fully continuous systems:
| Output | Approximate Percentage | Notes |
| Fuel Oil | 45–50% | Good for boilers or further refining |
| Carbon Black | 32–36% | Processed into usable industrial grade |
| Steel Wire | 10–15% | Sold as scrap metal |
| Syngas | Balance | Recycled to heat the system |
In a 15-ton daily plant, that usually means about 6.75 to 7.5 tons of fuel oil every 24 hours once things run smoothly. Carbon black comes out ready for bagging after cooling and magnetic separation. Steel wire gets pressed into neat bales for easy shipping.
Operators find that keeping particle size small and feedstock dry helps reach the higher end of these numbers. Wet or oversized pieces tend to lower oil output and leave more residue behind.
Imagine a facility that used to depend on batch reactors. They had to shut down every 8 to 12 hours to unload and reload. Labor costs added up fast, and temperature changes made product quality less consistent.
With a fully continuous setup, the plant can keep going for weeks or even months with only short planned pauses. Maintenance crews spend far less time scraping inside reactors. Energy use drops because the system burns its own generated gas. The enclosed design and emission controls make it much easier to satisfy local regulators and people living nearby.
One plant in Europe runs steadily with the tire feeding conveyor handling a constant supply. Another operation in Southeast Asia processes mixed waste tires and plastics without big changes. These real examples show how the technology adjusts to different tire types and local conditions.
Labor needs stay low — often just one or two operators watching the controls and doing regular checks. That leaves staff free to handle other jobs around the site.
Qingdao Xingfu Energy Equipment Co., Ltd. brings plenty of real experience to this area. The company started in 2010 in Qingdao, China. It focuses on industrial boilers, pressure vessels, and complete waste tires and plastics pyrolysis systems. Their manufacturing base covers a large area, and a team of skilled engineers and technicians supports both design and building.
With shipments going to more than 30 countries and certifications such as CE and ISO9001, they concentrate on making tough, practical equipment. Their fully continuous plants include the rotating reactor and automated features that make the waste tyre to fuel oil process dependable day after day.
The waste tyre to fuel oil process takes a big waste headache and turns it into a steady source of useful products. Fully continuous pyrolysis plants make the change efficient, cleaner, and more profitable than older ways. From automatic feeding of small tire pieces to multilevel cooling that catches more oil, every part of the system works together for smooth daily operation.
If you are looking into ways to manage large amounts of waste tires, this technology is worth checking closely. The mix of solid yields, low labor requirements, and self-sustaining energy use brings clear advantages in real working conditions. Plants that switch to these systems often see payback come quicker through steady output and much less downtime.
What exactly happens during the waste tyre to fuel oil process?
In the waste tyre to fuel oil process, shredded tires go into a rotating reactor heated to around 650°C without oxygen present. The rubber breaks down into vapors that cool into fuel oil, plus solid carbon black, steel wire, and syngas. Fully continuous systems keep the material moving steadily so the plant runs with very few stops.
How much fuel oil can a fully continuous plant produce from waste tires?
A 15-ton-per-day fully continuous plant usually makes 45 to 50 percent fuel oil. That works out to roughly 6.75 to 7.5 tons of oil every day once the system runs smoothly. The exact amount depends on tire quality, proper shredding to under 20 mm, and steady temperature control.
What other products come out of the waste tyre to fuel oil process?
Besides fuel oil, you get processed carbon black for industrial use, recoverable steel wire sold as scrap, and syngas that heats the system after startup. The process separates everything automatically, so there is much less manual work involved.
How many people does it take to run a fully continuous waste tyre to fuel oil plant?
Most setups need only one or two operators per shift. Automation takes care of feeding, slag removal, magnetic separation, and gas recycling. Staff mainly watch the controls and handle routine checks.
Is the waste tyre to fuel oil process environmentally friendly?
When it runs in a fully enclosed system with multistage gas treatment, it performs quite well. Emissions can meet strict standards, dust stays inside, and the plant uses its own syngas. This cuts down on landfill waste and turns old tires into useful materials instead of letting them cause pollution.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD