If you operate a pyrolysis plant that handles waste tires or plastics, you have likely faced coking issues plenty of times. Things run smoothly for a while. Then suddenly, hard carbon layers coat the reactor walls. You must shut everything down. The cleaning process drags on for days. Production halts completely. Expenses keep mounting.
The encouraging part is this: anti-coking pyrolysis reactor designs make a huge difference. They help operations stay steady. They reduce those frustrating maintenance stops. They boost overall efficiency too. Plant operators who feel tired of constant cleaning will find real relief here.
This guide explains why coking occurs in the first place. It shows why older methods often fall short. Most importantly, it details how anti-coking designs deliver practical benefits on the factory floor every single day.
Coking creates more than just minor trouble. It directly affects your profits. Consider a standard 30-ton-per-day facility. Even brief unplanned stops can cause the loss of hundreds of tons of potential fuel oil each month. Many operators deal with shutdowns every couple of weeks just for cleaning. Each event burns through labor hours, spare parts, and missed sales opportunities.
Picture a typical workday. Reactor pressure begins to rise slowly. Material flow slows down noticeably. Before you know it, the team faces three to five full days offline. Workers scrape and wash the interior thoroughly. That downtime brings safety concerns, extra pay for overtime, and delayed shipments to customers. Over twelve months, these repeated interruptions add up to significant extra costs. At the same time, they reduce total output sharply.
Maintenance teams dislike the task even more. The stubborn deposits cling tightly to surfaces. Crews need special tools and protective equipment to remove them safely. Every time the reactor opens, small risks of leaks appear during the restart phase. Batch-style systems suffer the most because each cooling and reheating cycle encourages more condensation and sticking. Even some continuous setups without proper features still develop deposits after several months of use.
Pyrolysis heats waste tires and plastics in an oxygen-free space at temperatures between 400 and 650 degrees Celsius. The materials break down into vapors. These vapors later condense into usable oil. Carbon black and steel wire remain as leftovers. However, side reactions start when heat distribution becomes uneven or materials stay inside too long. Heavy hydrocarbons continue to polymerize. Metals present in the feedstock speed up unwanted buildup. Moisture or inconsistent particle sizes create localized hot areas.
As a result, a thin carbon film appears first. It gradually thickens into a solid crust along the reactor walls. This layer acts like insulation. You then need higher external heat to maintain the process. Gas outlets begin to clog. Pressure increases inside the system. Yields drop because less material converts correctly. Waste tire feedstock often worsens the situation due to natural rubber and various additives. Plastics can form waxy, sticky layers when temperatures swing up and down.
Real-world experience confirms that particle size plays a key role. Loads containing pieces larger than 20 millimeters or wet mixed materials almost always lead to faster accumulation. Even tiny amounts of dirt or fillers accelerate the entire problem. Without suitable reactor engineering, coking turns into a routine part of daily operations instead of something preventable.
Plants have tried several approaches over the years. Some added chemical agents. Others relied on high-pressure washing or regular manual scraping. Additives occasionally slow down coke formation for a short period. Yet they increase daily running expenses and sometimes pollute the final oil product. Manual cleaning provides temporary results. Still, it exposes staff to intense heat and strong fumes. The reactor rarely stays clean for an extended time afterward.
Batch reactors make the challenge greater by their basic structure. Every cycle of cooling followed by reheating promotes extra condensation. A number of operators moved toward continuous feeding systems. However, without built-in features to fight coking, deposits continued to appear within months. Better temperature controls offered some improvement in theory. In practice, variations in feedstock quality kept the difficulties alive. These temporary solutions only bought limited time. They never addressed the fundamental cause effectively.
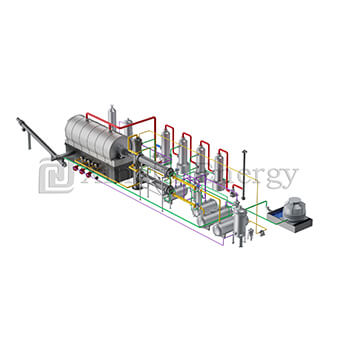
Modern engineering provides a better solution. An anti-coking pyrolysis reactor incorporates a rotating chamber that keeps everything in constant motion. This gentle tumbling prevents solid materials from settling and hardening on the walls. It pairs well with precise hot-air heating and a low-temperature catalyst. Together, they maintain uniform temperatures and avoid the hot spots that trigger excess carbon creation.
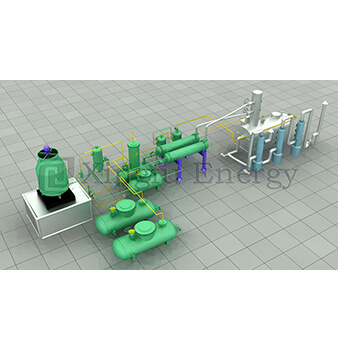
Look at the fully continuous models designed for 30 tons per day. They automatically feed shredded material through a conveyor system. The process runs at stable pressures with nitrogen protection. Slag and steel wire discharge without any need to stop. The anti-coking feature removes buildup completely. As a result, the reactor remains clean through extended periods of nonstop work. Multiple levels of cooling on the vapor side improve oil recovery, often reaching 45 to 50 percent. The leftover carbon black emerges as valuable residue.
The entire system stays fully enclosed. This greatly reduces dust and potential leaks. After the initial startup, the plant burns its own syngas as fuel. No additional external fuel is required once the process stabilizes. Operators move away from constant monitoring. They instead oversee a smooth, largely automated workflow that typically needs only two or three people per shift.
Adopting an anti-coking pyrolysis reactor brings noticeable improvements that operators experience daily. Downtime decreases substantially since cleaning intervals extend dramatically or vanish altogether. Maintenance expenses decline because there is less wall scraping and fewer part replacements caused by heat stress. Efficiency rises as steady heat transfer supports consistently high yields.
Here is a straightforward comparison based on actual plant performance:
| Aspect | Traditional Reactor Setup | Anti-Coking Pyrolysis Reactor |
| Run Time Before Cleaning | 200–400 hours | Continuous for months |
| Annual Downtime | 20–30 days | Under 5 days |
| Oil Yield | 38–45% (drops over time) | Steady 45–50% |
| Labor for Maintenance | High (frequent scraping) | Low (automated slag removal) |
| Equipment Lifespan | 5–7 years typical | Up to 10 years with proper care |
| Operator Headcount | 4–6 per shift | 2–3 per shift |
These figures reflect real operations using rotating anti-coking designs. Fuel savings accumulate quickly too. After an initial 400 kg burn at startup, the system relies on recycled syngas. Carbon black quality stays consistent because it avoids contamination from manual scrapings. For a medium-sized plant, the upgrade often recovers its cost within the first year through increased production and reduced overhead.
Plant managers frequently mention easier compliance with emission rules. The enclosed process and multistage gas treatment help meet strict limits. This reduces worries about regulations and local community concerns.
When reliable equipment matters, Qingdao Xingfu Energy Equipment Co., Ltd. stands out with a strong track record. The company started operations in 2010 in Qingdao, China. It focuses on industrial boilers, pressure vessels, and complete waste tires and plastics pyrolysis systems. With a sizable manufacturing base and a skilled engineering team, they serve customers in more than 30 countries. Their fully continuous plants incorporate the rotating anti-coking reactor technology that directly tackles coking at its source.
Coking no longer needs to remain an unavoidable daily struggle. An anti-coking pyrolysis reactor removes much of the uncertainty from long production runs. It keeps facilities profitable and returns valuable time to operators instead of forcing them into repeated cleaning shifts. The smart combination of rotation, even heating, and automated material flow simply performs better than older methods. If your present equipment continues to cause unexpected halts, it may be worth exploring designs created specifically for tough waste processing conditions. The advantages appear clearly in smoother daily work, more consistent earnings, and far fewer operational frustrations.
What is an anti-coking pyrolysis reactor and how does it differ from standard models?
An anti-coking pyrolysis reactor uses a rotating chamber along with a specialized internal setup. This keeps the feedstock moving steadily and stops carbon deposits from sticking to the walls. Standard fixed or batch reactors tend to develop coke layers rather quickly. The rotating design avoids that issue through continuous gentle motion and careful temperature management. Plants can therefore operate without frequent interruptions.
How much can an anti-coking pyrolysis reactor reduce downtime and maintenance costs?
Many operators see downtime fall by roughly 70 to 80 percent. Cleaning periods stretch from several weeks down to months or even longer in some cases. Maintenance work decreases significantly because scraping becomes unnecessary and part replacements happen less often. Overall equipment life can reach up to ten years with good care. Plants often save thousands of dollars each month on labor and lost production alone.
Can the same anti-coking pyrolysis reactor handle both waste tires and plastics effectively?
Yes, it can manage both types of material quite well when the feedstock is shredded properly to sizes under 20 millimeters. The rotating movement and added catalyst deal with different melting and cracking patterns. This leads to steady oil yields around 45 to 50 percent. Problems like clumping or waxy residues that appear in mixed or plastic-heavy batches become much less common.
What kind of yields and daily output can you expect from a 30-ton anti-coking system?
A properly running 30-ton fully continuous anti-coking pyrolysis reactor usually delivers 45 to 50 percent fuel oil. It also produces 32 to 36 percent carbon residue plus steel wire and syngas. After the short startup phase, the plant sustains itself using gas generated internally. Only two or three operators are typically needed. The system provides reliable output around the clock.
Is switching to an anti-coking pyrolysis reactor worth the investment for smaller operations?
It often proves worthwhile even for mid-sized facilities. The upgrade brings faster payback through much higher uptime and noticeably lower ongoing expenses. Automated slag removal and the fully enclosed design also cut safety risks and environmental issues. Many operators discover that the benefits arrive sooner than they initially expected.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD