Global market for recycling waste oil is increasing rapidly. This increase in market size is attributed to increasing use of recycled oil in sustainable energy sources and stringent environmental regulations across globe. As world is moving towards implementation of circular economy system, analysts project gradual increase in the number of waste oil recycling plants that convert the waste oil into diesel until 2026. The total cost for setting up a waste oil to diesel plant has numerous variables that affect it including cost of equipment, fuel for operation, labor and expected ROI. A variable affects the cost of setting up a waste oil recycling plant, it is crucial to find out its impacts so that one can plan for setting up the plant efficiently and earning money from it.
The total investment required for a waste oil to diesel project is affected by a number of technical and economic parameters.
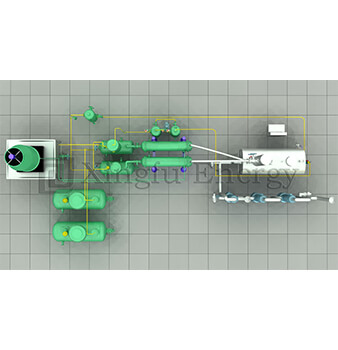
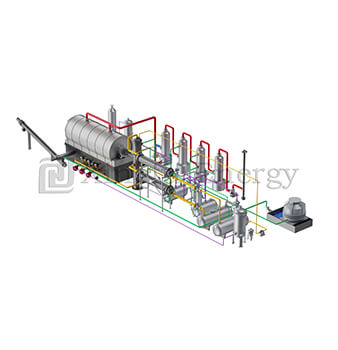
The primary cost elements of a new oil distillation plant are the investment costs for the equipment. This includes reactors, distillation towers, condensers, heat exchangers, filters and control panels. The higher degree of automation in a plant is offset by higher investment costs for the equipment, but by lower operating costs, as less man is required for the operating and maintenance activities of the plant.
The processing capacity is also of major importance. Small batch-type systems, which are cheaper at the start, are not as efficient as continuous-type systems when scaling up. These systems are operated continuously and as a result, their energy consumption can be optimized and thus the costs per ton of processed waste oil can be kept to a minimum. When choosing the appropriate technology, the investor has to balance the initial investment with the flexibility required for processing.
Preparation of the site where the equipment will be installed has a large impact on the total cost of the equipment. The cost of land, civil work for foundations and tanks, and the connection of utilities such as electricity and water, and environmental measures all need to be included in the preparation costs. Local emission regulations can also affect the design of the equipment, such as gas treatment or wastewater treatment. The location of the site has a large impact on the time needed for the setup and the total cost of the project.
The energy input required to run a waste oil distillation plant also affects the operational costs.
Heating is essential for distillation since it drives the separation of hydrocarbons from impurities. Common energy sources include natural gas, diesel burners, electricity, or recovered syngas generated from process residues. Plants that integrate waste heat recovery or utilize internally produced syngas can significantly reduce external fuel dependency. Regional variations in energy pricing further impact running costs—areas with low natural gas prices tend to achieve lower per-liter production costs than those relying on electricity or imported fuels.
Modern processing facilities have a number of energy-saving methods for cost-effective management of fuel expenses. Higher efficiency burners are used in order to reduce heat loss. Higher efficiency insulation also is used to ensure that there are stable temperatures in all of the reactors and columns. The fuel expenses are further saved when the feedstock is preheated with thermal energy that is recovered in the condensers as well as in the exhaust gases. All of these measures, together, increase the thermal efficiency and help cut down the processing expenses.
After setting up equipment and energy budgets, the allocation of human resources on a daily basis is of major importance.
A typical staffing for a diesel hydrous upgrading plant consists of process operators, in charge of controlling the process, engineers, in charge of optimizing the process, maintenance fitters, in charge of ensuring the mechanical part is reliable, and quality controllers, in charge of checking the diesel purity levels. The automation of the process significantly reduces the manual work required to run the plant. In completely automated plants, it is possible to run them with very few people, but it is necessary to have experienced people available to deal with any problems that may occur and to maintain the process in the best operating conditions.
Scheduling of preventive maintenance is crucial to prevent unscheduled stoppages and thereby to avoid break in production. By periodical inspection of used parts such as of pumps, valves, of seals and of heating elements, it is possible to get best output from these parts during their life. It is also important to keep essential spare parts in stock to reduce the loss of time for replacement and to get best quality of replacement parts to extend life thereof to attain long life to plant.
Measuring the ROI of a project will give you an insight in the financials of a project before you start executing it.
The sales of the refined diesel will be based on the market price for diesel in 2026. In addition to the diesel itself there will be secondary income from by-products such as base oils or light hydrocarbons which can be sold on the market as raw materials for industry. The demand on the market for recycled fuels will affect the margin on the revenue.
Payback period can be estimated by plotting expected annual revenue against total investment and operating expenses for a plant expected to run continuously at various throughputs to highlight the economies of scale. The figures for feedstock costs and selling prices of products may fluctuate due to variations in supply of used engine oil and world market prices for energy respectively. Therefore, sensitivity analysis is required.
The landscape of the economic costs for the implementation of a waste oil to diesel plant is constantly changing.
Emerging catalytic cracking technologies have the capability to increase the conversion yield from waste oil whilst keeping the residue formation to a minimum. Digital monitoring systems with real time sensors are able to predict modifications needed to the process in order to monitor and optimise the heating process as well as to prevent losses of resources. The process can thus be made more cost efficient by better process control.
Other external project budget determinants are supply chains for the necessary raw materials, trade policies for recycled energy carriers on a worldwide scale and exchange rates. If favorable import conditions for the necessary equipment were to be created through suitable trade agreements for developing countries, the starting investments for sustainable energy could be reduced.
Qingdao Xingfu Energy is one of the most reliable waste oil recycling equipment manufacturers from China that designs the top grade waste oil recycling plants for global customers. Qingdao Xingfu Energy’s modular waste oil recycling plants are of different capacities and are featured with high degree of automation. Qingdao Xingfu Energy’s engineering solutions can meet the international emission standards and have good durability and safety performance. Besides designing waste oil recycling plants, Qingdao Xingfu Energy also offers full service support to customers, including full service of installing the machines into a complete plant, testing and ensuring the machines working properly, training operating personnel etc. to ensure customers can get the best returns from their investments and best service from Qingdao Xingfu Energy.
The cost of a waste oil to diesel plant in 2026 will be largely dependant upon a number of factors including the technology, site conditions, fuel policy, work force, servicing strategy and return on investment. For the investor who wishes to create a long term profitable venture it will be important to carefully consider each of these points and look for innovative solutions to create the greatest efficiency over time. By partnering with a reputable supplier such as Qingdao Xingfu Energy, you will not only be able to take advantage of the latest technology, but also have access to after sales service to guarantee your plant is operating at its best to maximize return and create a successful waste-to-energy venture globally.
The total investment typically ranges from medium-scale plants at several hundred thousand dollars to large-scale continuous units costing several million dollars depending on capacity and technology level.
The payback time for a bio refinery is typically in the range of 2 to 4 years and depends on several factors such as the availability of the required feedstocks, the market price of the produced products, the efficiency of the used energy, and the operational management.
Pretreatment of water prior to distillation for the removal of impurities and metals is critical to stable operation of the refining process and the production of quality diesel.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD