In the oil and gas world, few numbers carry as much weight as that 3% mark. When the oil content left in your solid residue after treatment drops to 3% or below, suddenly your waste isn’t classified as hazardous anymore in many places. It’s a game-changer for compliance, disposal costs, and even turning a headache into something that generates revenue. This article digs into the tech that reliably hits that target, with a close look at oil sludge pyrolysis systems and why they’ve become a go-to solution for serious operators in 2026.
Regulators didn’t pick 3% out of thin air. In several major oil-producing countries (especially in Asia), the national standard for “harmless treatment” of oily sludge sets the residual oil content in the final solid at ≤3%. Anything higher? It stays classified as hazardous waste (often coded HW08), which means expensive special handling, strict tracking, and limited disposal options.
Drop below that threshold, though, and the game changes. The residue can often go to regular landfills, be used in construction (road base, cement), or even sold as low-grade carbon material. Real money gets saved on transport and fees, and environmental audits become a lot less stressful.
From industry experience, many older methods struggle to consistently reach this level. Centrifuges might leave 5–10% oil in solids. Thermal desorption sometimes hits 4–6%. But when operators need to prove compliance year after year, the margin for error disappears. That’s where pyrolysis really shines.
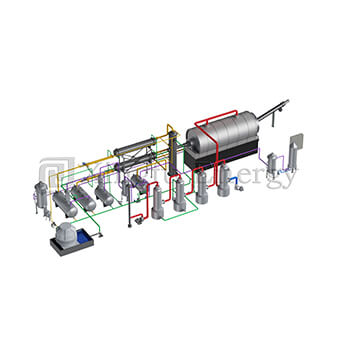
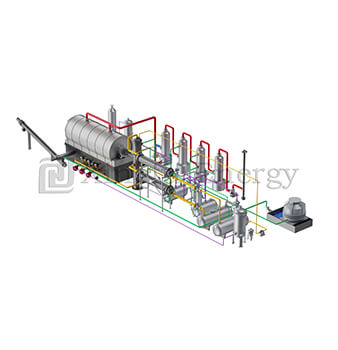
Pyrolysis works by heating oily sludge in an oxygen-free environment. No combustion—just thermal decomposition. The hydrocarbons break down, volatilize, and get collected as usable products, leaving behind a much cleaner solid.
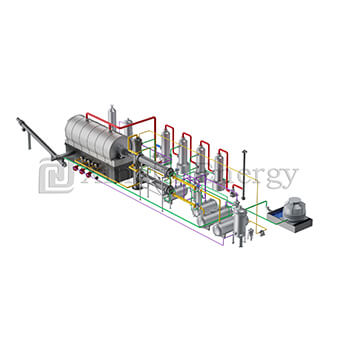
Feed the sludge (even without heavy pre-treatment) into a sealed reactor. Raise the temperature gradually (typically in the 400–550°C range, depending on the mix). Organic parts vaporize → vapors are cooled and condensed into liquid fuel oil. Non-condensable gases are cleaned and often recycled to heat the reactor. What’s left? A solid carbon-rich residue with dramatically reduced oil.
The key to hitting 3% lies in a few critical engineering details:
Modern oil sludge pyrolysis systems address this last point with built-in wall-scraping devices. They continuously clear the inner surface during operation, preventing coking and ensuring consistent heat exposure to every particle. This single feature often makes the difference between 5–7% residual oil and the target 3%.
While exact yields vary wildly depending on sludge composition (water content, ash, asphaltene percentage), here’s what experienced plants commonly report:
These numbers come from actual field data, not lab tests. A refinery in East Asia running mixed tank-bottom and oilfield sludge routinely hits 2.5–2.8% residual oil after pyrolysis — comfortably under the 3% threshold.
Here’s a quick side-by-side look at how common technologies perform against the 3% standard:
| Treatment Method | Typical Residual Oil in Solids | Consistently Meets ≤3%? | Notes |
| Centrifugation + Hot Water Washing | 5–12% | Rarely | Good first step, but not final treatment |
| Thermal Desorption | 3–8% | Sometimes | Depends heavily on equipment & settings |
| Incineration | <1% (ash) | Yes | High fuel use, large emissions, no resource recovery |
| Conventional Pyrolysis | 4–10% | No | Without advanced scraping |
| Advanced Pyrolysis (with wall scraping) | ≤3% (often 1–3%) | Yes | Reliable for regulatory compliance |
The table tells the story. When the regulation is strict and you can’t afford re-treatment or rejection at disposal sites, advanced pyrolysis with mechanical wall cleaning becomes the safest bet.
Take a mid-sized oilfield service company in Southeast Asia. They used to pay premium rates to haul sludge to distant hazardous waste facilities. After installing a 15-ton/day oil sludge pyrolysis system with continuous scraping, residual oil dropped to 2.4–2.9%. Suddenly they qualified for local “general solid waste” classification. Disposal costs fell by over 60%, and they started selling some of the recovered fuel oil. Payback came in under 28 months.
Another case: A refinery in China faced increasingly frequent inspections. Their old thermal unit averaged 5.1% residual oil — always borderline. Switching to a modern pyrolysis line brought them to 2.7% consistently. Inspections became routine paperwork instead of multi-day events.
These aren’t cherry-picked stories. They’re typical outcomes when the technology is properly matched to the sludge type and the system includes features designed specifically for sticky, high-asphalt materials.
Qingdao Xingfu Energy has been building industrial equipment since 2010. Based in Qingdao, China, they operate from a 70,500 m² facility with a team of 228 people — including 28 engineers focused on practical design improvements. The company holds CE certification, ISO9001, A-level boiler credentials, and pressure vessel licenses. Their main lines include industrial boilers, pressure vessels, and pyrolysis plants for waste tires, plastics, and oily sludge. Equipment has been shipped to more than 30 countries, from Indonesia and Malaysia to Poland and Mongolia. Their oil sludge pyrolysis systems are particularly noted for features like anti-coking wall scraping and consistent low-residue performance.
Hitting the 3% oil residue standard isn’t about luck — it’s about choosing the right technology for the job. Advanced oil sludge pyrolysis systems, especially those with mechanical wall cleaning and good heat management, give operators the confidence to meet (and often beat) tough harmless treatment requirements. In 2026, with regulations tightening almost everywhere, this capability isn’t a nice-to-have. It’s becoming table stakes for staying in business without constant compliance headaches.
It’s the maximum allowable oil content (≤3%) in the final solid residue after treatment in several countries’ harmless treatment regulations. Once achieved, the material usually loses its hazardous classification.
By heating in an oxygen-free environment, allowing complete volatilization of hydrocarbons, and using mechanical wall scraping to prevent coking and trapped oil. This combination typically brings residue oil content down to 1–3%.
They lack continuous wall cleaning. Sticky, high-asphalt sludges build up on reactor walls, cook into coke, and trap oil, leaving 5–10% residual oil instead of ≤3%.
Most can, but results depend on the original composition. Very high asphaltene or inorganic content may need slight process adjustments. Field data shows well-designed systems consistently achieve ≤3% across a wide range of real-world sludges.
For operations facing hazardous waste fees, strict inspections, or disposal restrictions — yes. Many plants report payback in 2–3 years through lower disposal costs, recovered oil sales, and avoided penalties.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD