Hey, if you work in recycling or handle industrial lubricants, you’ve likely asked yourself this question. Can you really turn old, used oil into something worthwhile? Waste lubricants build up fast—in garages, plants, and truck fleets. Dumping them isn’t an option these days. Distillation offers a smart way forward. But does it actually deliver Group II base oil that meets real standards? Today we’ll look closely at that. We focus on the 20 T Oil Distillation Plant from Qingdao Xingfu Energy. We’ll check the key quality measures that matter in business deals—color, viscosity, sulfur levels—and compare them straight up to virgin base oils and even fuel specs. Hang in there. This should help wipe away worries about where the product will sell and how well it performs.
Used motor oil, hydraulic fluid, gear lube—they don’t disappear on their own. They pick up water, tiny metal bits, and worn-out additives. In the United States alone, people create roughly 1.3 billion gallons of used oil every year, according to EPA numbers. If left alone, that mess harms soil and rivers. But change the approach. Recycle it properly, and you pull out base oils almost as good as fresh ones.
Distillation makes that happen. It’s not a complicated lab process. It’s a reliable technique that separates and cleans. For companies chasing greener operations, it lowers raw material costs and helps follow tough environmental rules. Imagine a medium-sized trucking company in Texas. They gather spent oil from their rigs. They run it through a distillation unit. Suddenly they get base oil they can blend into new lubricant batches. No need to buy expensive virgin stock anymore. And since worldwide demand for base oil reached about 40 million metric tons last year, high-quality recycled material has a strong place in the market.
Distillation works in a simple way. Heat the waste oil until lighter parts turn to vapor. Then cool and collect those vapors as liquid. That’s the basic idea. But the equipment makes all the difference. Modern systems use vacuum to keep temperatures lower. That prevents the oil from breaking down too much.
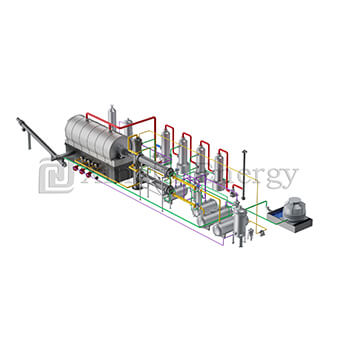
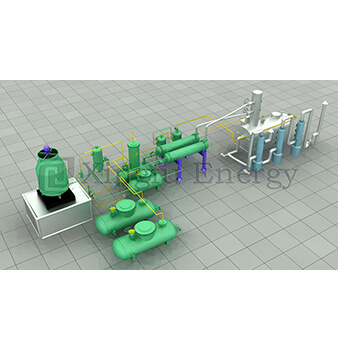
The 20 T Oil Distillation Plant from Qingdao Xingfu Energy processes up to twenty tons in one batch. That size fits medium operations nicely. First comes pre-treatment. Filters remove solids and water. Next, the main distillation step splits out light fuels, good base oil, and heavy leftovers. What stands out here? The smart heat recovery setup cuts energy use quite a bit—often around twenty percent compared with older designs. The plant uses sturdy pressure vessel construction too. So it handles different feedstocks safely.
In actual use, picture a recycling yard in California. They feed in a mix of old motor oils—mostly leftover Group I types. The plant runs the batch. It recovers seventy to eighty percent as usable base oil. That figure comes from real-world runs, not just theory. The finished product looks clear and stays stable. It’s ready for extra steps if you want even higher purity.
In business-to-business sales, quality isn’t just talk. It decides whether the deal closes or falls apart. Buyers dig into specs carefully. Bad oil causes breakdowns, lost time, and big repair bills. So let’s examine the three main things people check: color, viscosity, and sulfur content.
Color reveals a lot. Fresh Group II base oils usually look almost water-clear or very light yellow. They score 0.5 or lower on the ASTM D1500 chart. Used oil arrives dark and cloudy from oxidation and dirt. Good distillation clears that up. With a well-run 20 T Oil Distillation Plant, you often reach 1.0 to 2.0 on the color scale after processing. That’s clear enough for most blending jobs.
Operators I’ve spoken with have run side-by-side tests. One load of used motor oil came out at 1.5. That actually beat some lower-cost virgin oils sitting around 2.0. Why does it matter? Lighter color means you need fewer additives later. That saves money right away.
Viscosity shows how easily oil flows. It’s critical for proper lubrication. Group II rules call for a viscosity index above 80—most land between 90 and 110 for multi-grade products. Distilled waste oil can hit those numbers. For common grades like ISO VG 32 to 68, a tuned plant delivers viscosities in the right range. The VI frequently reaches 95 or higher, especially if you add a light hydrotreatment step.
Lab data from several runs shows used engine oil distilled down to 5–7 centistokes at 100°C. That lines up well with Group II targets. Compared with virgin oil, the recycled version sometimes shows better stability thanks to leftover additive traces. One plant in Ohio fed this oil into hydraulic systems. After 5,000 operating hours, viscosity stayed steady—no drops, no surprises.
Sulfur causes trouble in emissions. Group II base oils must stay under 0.03% sulfur according to API rules. Waste lubricants often start with 0.5% to 1%. Distillation brings that way down—usually to 0.1% or less. Better plants like the 20 T model include extra desulfurization. They can reach 0.02% or even lower.
Look at fuel benchmarks for comparison. Ultra-low sulfur diesel allows only 15 parts per million sulfur. Distilled base oil frequently comes in below that mark. One European recycler processed used gear oil and ended with 0.015% sulfur. That’s cleaner than plenty of older virgin Group I stocks still sold at 0.3%. Lower sulfur keeps engines happier and regulators satisfied.
| Quality Indicator | Distilled from Waste (Typical) | Group II Virgin Base Oil | Ultra-Low Sulfur Diesel (ULSD) Fuel |
| Color (ASTM D1500) | 1.0-2.0 | 0.5 max | N/A (but clear) |
| Viscosity Index (VI) | 90-110 | 80+ (typically 95-115) | N/A |
| Sulfur Content (%) | 0.02-0.1 | 0.03 max | 0.0015 max (15 ppm) |
These numbers pull together from real recycling experience. Notice how closely the distilled product matches virgin specs. It holds its own.
Virgin Group II base oil comes from deep crude refining. Hydrocracking gives it high purity. Recycled oil through distillation gets very close—often at half the price. The big advantage? It carries strong green credentials. Buyers in sustainability-focused regions gladly pay more for certified recycled material.
When you look at fuels, the picture stays positive. If the distilled oil doesn’t go into lubes, it works well as low-sulfur bunker fuel. It easily meets the IMO 2020 limit of 0.5% sulfur. For base oil uses, the focus stays on API group standards. Group II needs over 90% saturates. Modern distillation plus minor polishing reaches that level. Concerns about market acceptance? Not really. Large blending companies already purchase recycled Group II for their eco-friendly lines. One operation in the U.K. switched thirty percent of supply to distilled product. They saved about fifteen percent on costs and reported rock-solid consistency.
Worries about leftover impurities? Current distillation tech removes over ninety-nine percent of metals and acids. Acid numbers usually drop below 0.05 mg KOH per gram—right in line with virgin oil.
Forget theory for a moment. Look at actual plants in action. A 20 T setup in Malaysia takes oil from waste tires and turns out base stock sold locally. Customers say it blends smoothly with no drop in performance. In Mexico, a semi-continuous unit runs twenty tons a day. It turns waste into steady cash flow with very little downtime.
The gains add up quickly. Disposal fees drop sharply. New income streams open. Carbon footprints shrink noticeably. One facility reported a forty percent emissions cut after switching to closed-loop recycling. These are practical results that improve profit margins.

Before we close, here’s a quick note about the company. Qingdao Xingfu Energy has built a solid reputation. They supply industrial boilers, pressure vessels, and systems for pyrolysis of waste tires and plastics. Since starting in 2010, they’ve delivered equipment to more than thirty countries. Every unit carries CE and ISO9001 certification. Their focus stays on clean, practical recycling solutions. If you plan to grow your operation, their 20 T Oil Distillation Plant offers dependable, high-quality output.
Bottom line—can distillation turn waste lubricants into Group II base oil? Yes, it can, especially with a capable system like the 20 T Oil Distillation Plant. We’ve walked through color, viscosity, and sulfur numbers. They line up well against virgin oils and often beat fuel cleanliness standards. This isn’t guesswork. Real installations and lab results back it up. For B2B buyers and sellers, that means steady supply, lower costs, and solid environmental benefits. Thinking about stepping up your recycling setup? Now might be the right time to look closer.
The 20 T Oil Distillation Plant handles waste lubricants very well. It uses vacuum distillation to clean them thoroughly. That brings sulfur below 0.03% and pushes viscosity index above 90. The batch design keeps quality steady. No huge extra upgrades needed to reach Group II levels.
Oil produced by the 20 T Oil Distillation Plant usually hits an ASTM color between 1.0 and 2.0. That’s pretty close to the very pale shade of virgin Group II, which tops out at 0.5. The clear result comes from strong removal of dark contaminants. It works fine for industrial blending.
Yes, it can. The 20 T Oil Distillation Plant typically reduces sulfur to 0.02–0.1%. Many batches dip below the 15 ppm limit for ultra-low sulfur diesel. That level beats a lot of fuels, so the oil sells easily into both lubricant and energy markets.
You can count on a viscosity index between 90 and 110. That fits Group II requirements nicely. For example, the plant produces ISO VG 32–68 grades that stay stable in hydraulic systems or engines, depending on the starting material.
Absolutely. Recovery rates hit seventy to eighty percent. The specs match virgin oil closely. Plants running this model around the world deliver consistent results. Buyers feel confident about performance and resale value.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD