Look, running a pyrolysis plant these days isn’t just about turning waste tires or plastics into fuel. Regulations are tightening everywhere—from local air quality rules to full-blown emission standards. One slip-up, and you’re facing fines or shutdowns. That’s why more operators are switching to setups that keep things clean right from the start. We’re talking semi-continuous pyrolysis systems that handle dust and emissions without the usual headaches. If you’re in the recycling business or managing industrial waste, this could be the game-changer you’ve been looking for. Let’s break it down step by step.
Pyrolysis breaks down materials at high heat in a low-oxygen environment. It’s great for extracting oil, carbon black, and other valuables. But older batch systems? They often kick up dust during slag discharge and let off more smoke than necessary. That leads to messy sites, health risks for workers, and trouble with inspectors.
Picture this: A small plant in a busy industrial zone gets hit with a surprise inspection. Dust flying from open slag removal, visible smoke from the stack—they’re ordered to halt production until fixes are made. Downtime costs thousands. Or worse, repeated violations rack up penalties. In many regions now, limits on particulates and sulfur are strict. You can’t afford to ignore them.
Semi-continuous designs flip the script. They automate key steps, sealing off dust points and treating gases properly. Result? Operations stay smooth, sites look professional, and you sail through compliance checks.
The standout feature here is airtight high-temperature slag discharge. No more opening doors to scoop out hot residues manually—that’s where dust explosions happen in traditional setups.
In a typical semi-continuous plant, like a 10-ton model, residues build up in the reactor. Once ready, an automatic remover kicks in. Everything stays sealed at high temps. Carbon black and steel wire slide out through a cooling hoist without exposing the air. Dust? Virtually none. It’s transported straight to processing—no flying particles, no cleanup crews needed.
One operator in Southeast Asia told me their site used to be coated in black dust daily. After upgrading to semi-continuous, the ground stayed clean. Workers breathed easier, and monthly cleaning costs dropped by half.
These aren’t extras—they’re built-in standards that make dust-free running the norm.
Emissions come mostly from leftover gases. But smart designs turn that into an advantage.
Flammable gases rise during pyrolysis. They hit a gas-liquid separator, then condensers for oil recovery. What’s left? It flows into a waste gas tank for desulfurization—scrubbing out sulfur compounds. A vacuum pump pulls it through a water seal, then sends it back to the hot air furnace as fuel.
No venting to the atmosphere. Burned cleanly inside, with steam blow for flame control. Operating at normal pressure adds another safety layer.
Plants using this setup report stack emissions well below limits. Particulates near zero thanks to no dust escape. Sulfur dioxide? Handled in the desulfurization step. One European installer shared data showing their semi-continuous unit passed strict EU checks with room to spare, while a neighbor’s older batch plant struggled.
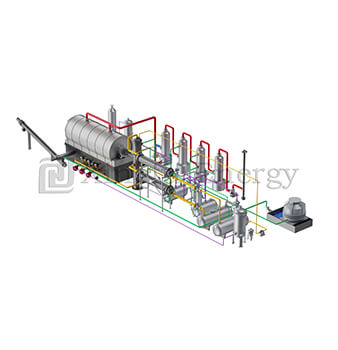
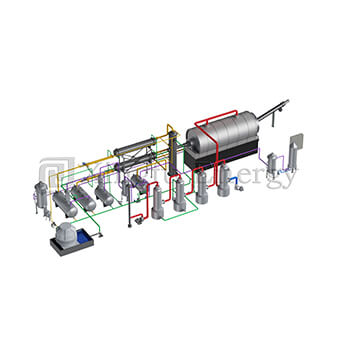
Let’s get concrete with a 10-ton per day semi-continuous model. It’s compact yet capable—perfect for mid-sized operations handling tire scraps or mixed plastics.
Here’s a quick table of the essentials:
| Feature | Detail | Benefit |
| Capacity | 10 T/D | Steady daily processing |
| Operating Temp | ≤650° | Efficient without excess heat |
| Material | Q345R steel | Durable and heat-resistant |
| Tire/Plastic Size | ≤50mm pieces | Easy feeding, consistent results |
| Running Power | 40 kW/h | Low energy bills |
| Labor Needed | 2-3 people | Minimal staffing |
| Floor Space | 25,000 mm × 5,500 mm | Fits most sites |
| Heating | Hot air circulation | Even temps, lower costs |
Multilevel condensers squeeze out more oil—typically 40-45% yield. Hot air cycling saves on fuel; many run on just 200kg per operation.
The integral reactor design means no massive foundation work. Quick install, fast startup. Safety features like steam blow prevent backfires. All this ties back to clean ops—no dust leaks, treated exhaust.
A facility in Indonesia processes mixed waste daily. They hit compliance every audit, avoiding the shutdowns that plagued their old system. Production runs uninterrupted, profits steady.
Batch plants are simple, sure. But they require full cooldowns for slag removal—doors open, dust escapes. Emissions can spike if gases aren’t fully recycled.
Semi-continuous keeps running longer. Automated discharge at high temps seals dust in. Gas loops back cleaner. Downtime drops, but compliance rises. For areas with tough regs, like parts of Europe or Asia’s industrial hubs, this means staying open when others close.
One recycler switched and cut emission-related complaints to zero. Their neighbors? Still dealing with periodic halts.
Think of a plant near a residential area. Strict no-dust rules. Semi-continuous setup with airtight slag lets them operate without neighbor complaints or official warnings. Another in a port city: Low emissions mean no port authority flags, smooth exports of oil products.
Data from multiple installs shows these systems recover costs faster—not just from output, but avoided fines and downtime. Clean ops equal reliable income.

Qingdao Xingfu Energy Equipment Co., Ltd. has been building solid gear since 2010 out of Shandong, China. They’re pros in industrial boilers, pressure vessels, and waste tire/plastic pyrolysis systems. With CE and ISO certifications, plus exports to over 30 countries, they focus on reliable, practical designs that handle real-world demands. A big team of engineers and welders backs it up, turning out plants that prioritize efficiency and compliance.
Bottom line, going dust-free and low-emission isn’t a luxury anymore—it’s essential for staying in business. Semi-continuous pyrolysis plants deliver that with airtight high-temp slag discharge, thorough gas treatment, and smart automation. You get cleaner sites, happier regulators, and uninterrupted runs. If compliance worries keep you up, this tech offers peace of mind and solid returns.
It uses airtight high-temperature slag discharge. Residues come out sealed and cooled via hoist—no open exposure, so dust stays contained.
Gases go through desulfurization, water sealing, and recycle as fuel. Clean burn inside, no direct venting—keeps stack output way down.
Yes, easily. Features like pulse dust removal and normal-pressure ops help pass audits without issues, avoiding shutdown risks.
Just 2-3 people. Automation handles feeding, discharge, and monitoring, keeping things tidy with minimal hands-on work.
Absolutely. Even heating cuts fuel use and temperature swings, leading to steadier, cleaner pyrolysis with fewer emission spikes.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD