Ever wondered why some pyrolysis projects hum along smoothly while others hit snag after snag? It’s not just about the shiny reactors or conveyor belts. Nope. The real game-changer is picking a supplier who gets the whole picture—melding process know-how with top-notch gear. In the world of turning waste tires and plastics into fuel oil, carbon black, and steel wire, that integration makes all the difference. Let’s dive in and see why, especially when you’re eyeing small-scale pyrolysis units or thinking about process scaling.
Picture this: You’ve got a pile of old tires stacking up in your yard. They’re a mix—some truck tires with thick treads, others from cars, all different compositions. You buy a basic pyrolysis machine off the shelf, plug it in, and… chaos. Uneven heating leads to coking inside the reactor. Oil yields drop below 40%. Worse, emissions spike, drawing unwanted attention from regulators.
That’s where deep insight into material characteristics shines. Tires aren’t uniform; they vary in rubber types, sulfur content, and even embedded steel. A supplier who truly understands this doesn’t just hand over equipment. They tailor the process—adjusting temperatures, feed rates, and catalysts—to match your feedstock. Take our approach at Xingfu Pyrolysis: We’ve seen projects where tweaking the pyrolysis conditions based on tire composition boosted oil recovery from a measly 35% to a solid 45%. It’s not magic; it’s years of hands-on testing and data crunching.
And process scaling? That’s the bridge from lab bench to full production. Starting with small-scale pyrolysis units lets you test waters without massive upfront costs. But ramping up means dealing with heat transfer issues, material flow bottlenecks, and safety ramps. A good supplier anticipates these, designing systems that scale seamlessly. No nasty surprises when you go from processing 5 tons a day to 20.
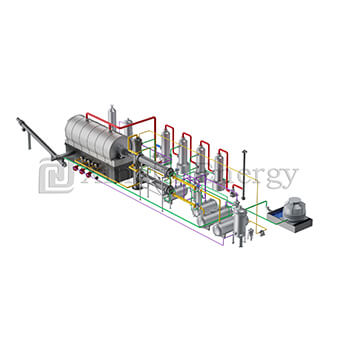
Design isn’t just blueprints—it’s the backbone. A standalone reactor might look great, but without synced components like feeders, coolers, and gas scrubbers, it’s a headache waiting to happen. Integrated suppliers bake in efficiency from the get-go.
Consider heating methods. Direct flame on a reactor? Risky—leads to hot spots and breakdowns. Instead, hot air circulation, like in our fully automatic waste tire pyrolysis plants, spreads heat evenly. This cuts fuel use by up to 20% and extends reactor life. We’ve installed units where syn gas from the process fuels the system itself, slashing external fuel needs to zero after startup.
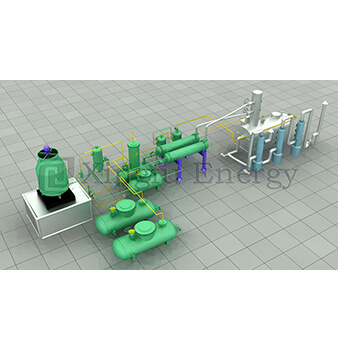
Then there’s safety and emissions. Pulse dust removal during discharge? Check. Flue gas treatment stripping out H2S, CO2, and NOx? Absolutely. These aren’t add-ons; they’re woven into the design. In one African installation, our team customized a 15-ton unit to handle local tire mixes, hitting European emission standards right out of the gate. Result? No fines, steady operation, and happy clients.
Here’s a quick comparison of our plant types to show how integration scales:
| Plant Type | Capacity (Tons/Year) | Key Features | Ideal For |
| Fully Automatic | 5,000 – 20,000 | Continuous feed, syn gas reuse, low labor (1-6 workers) | Large operations needing non-stop runs |
| Whole Tire | 10-20 tons/day | No pre-cutting, multi-level cooling for higher oil yield | Sites with whole tires, focusing on efficiency |
| Broken Tire | 8-16 tons/day | Handles shredded feed, airtight deslagging | Smaller setups with pre-processed materials |
Data like this comes from real runs, not theory. It helps you pick what fits without guesswork.
Scaling up pyrolysis isn’t a straight line. Start small, learn, then grow—that’s the smart play. Small-scale pyrolysis units, say handling 5-10 tons daily, let you tweak variables like temperature (up to 650°C) and pressure without betting the farm.
But here’s the rub: What works in a mini setup might flop at industrial scale. Material clumping, uneven pyrolysis, or gas buildup can tank yields. We’ve tackled this in projects across Southeast Asia, where we scaled a 10-ton batch plant to a 30-ton continuous one. Key? Deep dives into feedstock—testing PP, PE, and mixed plastics to fine-tune cracking conditions. Oil output jumped 10-15%, carbon black quality improved for resale.
Real story: A Latin American client started with our semi-continuous 20-ton waste tire/plastic pyrolysis plant. Initial runs hit 40% oil, 32% carbon black. But local tires had higher sulfur. Our engineers adjusted the catalyst tower on-site, pushing oil to 45% and cutting emissions. That kind of hands-on scaling turns potential flops into wins.
These aren’t hypotheticals; they’re from over 30 years of installs in Europe, Africa, and beyond.
A true partner sticks around. Design kicks it off—customizing reactors (like our 14,000mm x 2,250mm units) to your space. Manufacturing follows, with X-ray welds and ASME standards ensuring durability.
Installation? Quick and painless—no precast foundations needed for many models. Then commissioning: Our teams debug on-site, training your crew (often just 2-3 folks) until it’s purring. One Middle East project had startup fuel at 300kg, but post-debug, it ran on syn gas alone, cutting costs big time.
Ongoing? Remote monitoring and tweaks keep things optimal. It’s this end-to-end that builds trust—and results.

Qingdao Xingfu Energy Equipment Co., Ltd stands out as a go-to supplier for industrial boilers, pressure vessels, and waste tires & plastics pyrolysis systems. With fixed assets over 66 million and a team of 380, including 78 technicians and 136 skilled workers, we’ve been crafting these solutions for more than three decades. Our plants have landed in spots from Europe to the Middle East, backed by ASME, CE, and ISO9001 certifications. Think of us as the folks who turn waste headaches into energy opportunities.
Wrapping up, skipping the integrated “process + equipment” approach is like buying a car without an engine—it won’t go far. By focusing on material smarts, seamless scaling, and full support, you set up for long-haul success. Whether kicking off with small-scale pyrolysis units or eyeing bigger leaps, the right supplier turns challenges into steady profits. Ready to chat? Head over to our site and let’s make your project click.
Small-scale pyrolysis units let you test real-world conditions without huge investments. They handle 5-10 tons daily, perfect for dialing in process parameters like temperature and feed rates before scaling up. At Xingfu, we’ve seen these setups yield 40-45% fuel oil right away, building confidence for larger runs.
Process scaling involves ramping from lab or small units to industrial levels while keeping efficiency high. It means adjusting for heat distribution and material flow—think going from a 10-ton batch to a 30-ton continuous plant. Our experience shows this can boost recovery rates by 10-15%, but it demands deep knowledge of tire characteristics to avoid issues like coking.
Materials like tires vary wildly in composition, affecting everything from oil yield to emissions. A deep grasp lets suppliers customize catalysts and heating, turning mixed wastes into high-value outputs. For instance, our plants recover 32-36% carbon black consistently, thanks to tailored processes that match your specific feedstock.
Absolutely. From initial design tweaks to on-site debugging, integrated suppliers cover it all. We’ve handled projects where scaling small-scale pyrolysis units led to zero-downtime operations, with training for your team ensuring smooth daily runs.
In optimized setups, expect 40-45% fuel oil, 32-36% carbon black, 14-16% steel wire, and 5-8% syn gas. Process scaling fine-tunes these, but it starts with matching equipment to your materials—something we’ve nailed in exports worldwide.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD