Imagine this: In a vast industrial site in the Mexican countryside, once there were mountains of discarded tires like forgotten relics. But today, it has been replaced by a semi-continuous pyrolysis plant, which steadily processes 20 tons of waste every day, emitting a low and rhythmic hum. Black rubber goes in, and clean fuel oil comes out. There is no need for intensive manual labor or endless manual adjustments in the control room. The system feeds in batches, and the reactor operates continuously and smoothly, constantly outputting usable energy products. This is precisely the silent yet powerful efficiency that a semi-continuous pyrolysis unit demonstrates when it achieves a precise balance in automation and control.
The core of this approach does not lie in full automation or sticking to the traditional manual mode, but in finding the best combination point between technology and human labor: allowing the automated system to handle the heavy lifting while the operators focus on monitoring and decision-making.
If you are in the waste management or energy recovery industry, you must be familiar with pyrolysis technology. This technology can convert waste tires, mixed plastics, oil sludge and other materials into economically valuable fuel oil, carbon black and steel wire. In the semi-continuous process, the entire treatment process is carried out in a cycle: feeding, heating and pyrolysis, cooling, and discharging, repeating over and over again. The real challenge lies in how to skillfully incorporate automation elements, maintaining the efficient and stable operation of the system while reserving the space for manual intervention to deal with process adjustments and abnormal troubleshooting. This precise balance directly leads to a reduction in operating costs, an increase in product yield, and places safety production at the core.
Next, we will combine practical application scenarios and gradually analyze how this system achieves efficient collaboration between technology and human resources.
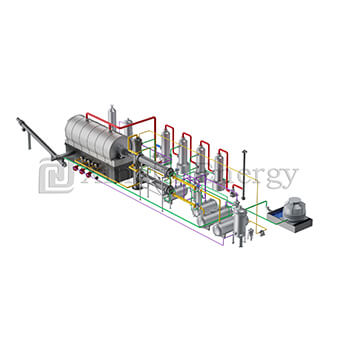
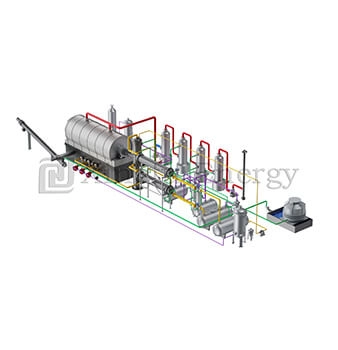
At its core, a semi-continuous pyrolysis plant splits the difference between batch-style stop-and-go and the non-stop flow of fully continuous rigs. You feed in waste in controlled batches—say, every few hours—while the reactor keeps cooking without shutting down. It’s like a conveyor belt that pauses for refills but never fully stops. Capacities vary, but think 10 to 20 tons per day for mid-sized units, perfect for factories or recycling hubs that aren’t drowning in volume.
Take a typical setup: the reactor’s heart is a horizontal cylinder, heated indirectly to dodge direct flames and cut down on emissions. Feedstock slides in through a screw conveyor, hits pyrolysis temps around 400-500°C, and breaks down into vapors that condense into oil. What’s left? Solid carbon black for tires or pigments, and syngas that loops back to fuel the whole shebang. In semi-continuous mode, you might run 12-18 hour cycles, with downtime just for loading and slag removal. Yields? Solid numbers from the field: up to 45% fuel oil from tires, 35% carbon black, and 10% steel—numbers that pencil out quick payback, often under two years.
But here’s the rub: without smart design, those cycles can drag. Uneven heating leads to clogs. Overloaded feeders chew up energy. That’s where the semi-continuous edge shines—it’s scalable without the nightmare of retrofitting a full continuous line. Operators in places like Indonesia have swapped out batch plants for these hybrids and seen throughput jump 30%, all while keeping the footprint small enough for on-site installs.
Automation isn’t some buzzword here; it’s the grease that keeps the wheels turning. In a semi-continuous pyrolysis plant, you’re dealing with volatile temps and pressures that can swing wild if left unchecked. Enter sensors and PLCs—programmable logic controllers that watch every valve, pump, and heater like a hawk.
Start with feeding. Old ways meant dumping waste by hand, risking jams or hot spots. Now, automated screw feeders dole out exact amounts—maybe 2 tons per load—based on real-time weight sensors. No guesswork. During the pyrolyze phase, automated gas burners kick in, ramping heat precisely to hit that 450°C sweet spot. Stray too high? The system vents excess pressure through safety valves tied to IoT alerts. Operators get a ping on their phone: “Check valve 3.” Fixed in minutes, not hours.
Real talk from the trenches: In a Polish recycling outfit, they hooked up their semi-continuous unit to a basic PLC last year. Downtime from overheating dropped 40%. Energy use? Down 15%, thanks to auto heat recovery that recycles flue gases back into the dryer. And yields held steady at 42% oil, even with mixed plastic feeds that used to gum up the works. It’s not flashy, but it stacks cash. Plants like these shave labor costs by half, freeing crews for maintenance instead of babysitting dials.
Of course, full auto has its pitfalls. Push too far, and you’re blind to quirks—like how wet sludge needs extra preheat time. That’s why semi-continuous shines: it lets automation hum along 80% of the cycle, but hands stay ready for the rest.
Control isn’t just flipping switches; it’s the steady hand that spots trouble before it brews. In semi-continuous pyrolysis, operators aren’t sidelined—they’re the quarterbacks calling plays. Picture the dashboard: a touchscreen HMI—human-machine interface—pulls data from 20-odd sensors. Temp curves, pressure spikes, gas flows—all graphed live. One glance, and you know if the condenser’s lagging or if carbon buildup’s sneaking in.
Safety’s non-negotiable. These plants handle flammable vapors at 10-15 bar, so control means layered defenses: auto-shutdowns for over-temp, but also manual overrides for emergencies. Training matters too. A good crew runs drills—say, simulating a feed clog—and clocks response times under five minutes. We’ve seen it in Malaysian installs: one site caught a minor leak early via operator walkthroughs, averting what could’ve been a week-long shutdown.
Then there’s tweaking for feedstock. Tires pyrolyze different from plastics—thicker char, hotter runs. Automated baselines get you close, but control lets you dial in additives or adjust residence times. Result? A 5-7% bump in oil quality, hitting specs for diesel blending without extra refining.
Balance this wrong, and you’re toast. Too much control? Bottlenecks kill flow. Too little? Automation runs amok, wasting fuel. The fix? Hybrid protocols: daily auto-runs with weekly manual audits. Plants hitting 95% uptime swear by it.
To make it concrete, here’s a quick rundown of spots where control calls the shots:
| Control Area | What It Does | Why It Matters |
| Feed System | Regulates batch size and speed | Prevents overloads; keeps cycles even—avoids 20% energy waste from jams |
| Reactor Monitoring | Tracks temp/pressure via thermocouples | Hits peak yields; one degree off can drop oil output by 2% |
| Condenser Oversight | Manages cooling water flow | Ensures clean oil separation; sloppy here means watery sludge, not profit |
| Exhaust Handling | Scrubs syngas for reuse or vent | Cuts emissions 90%; meets regs without add-on filters eating margins |
These aren’t pie-in-the-sky; they’re pulled from units cranking 15 tons daily in Spain, where tweaks like these turned a shaky startup into a steady earner.
So, how do you nail that equilibrium? It starts with design—modular reactors that swap parts easy, paired with off-the-shelf PLCs from folks like Siemens. But the real win’s in integration. Link your semi-continuous plant to a distillation skid, and automation handles vapor routing while control fine-tunes cuts for high-grade fuel.
Field data backs it. That Mexico plant? A 20-ton dual-reactor setup (two 10-ton units in tandem) hit 43% oil recovery on tires, with automation slashing startup time from 8 hours to 2. Operators logged just 4 hours daily oversight, focusing on quality checks. Emissions? Down 25% via auto-scrubbers. Payback clocked in at 18 months, fueled by oil sales at $600/ton.
Industry-wide, the shift’s clear. With pyrolysis oil markets growing at 4.3% yearly—hitting $480 million by 2031—semi-continuous outfits are popping up in industrial parks. They handle variable feeds without choking, thanks to that auto-control mix. One Indonesian tire recycler swapped to this setup and recycled 5,000 tons last year, turning waste headaches into a side hustle for clean energy.
It’s practical stuff. No silver bullets, just steady improvements that add up.
Before we wrap, a quick nod to the folks making this tech hum: Qingdao Xingfu Energy. Kicked off in 2010 right in Qingdao, Shandong, they’ve built a name as go-to suppliers for industrial boilers, pressure vessels, and waste tire-plastic pyrolysis systems. Spread over 70,500 square meters—with 21,000 just for manufacturing—they’ve got 228 hands on deck, including 78 tech whizzes and 28 engineers calling the shots.
It’s not smoke and mirrors. CE and ISO9001 stamps keep quality tight, and those A-level boiler licenses mean their gear’s built to last. Exports to 30+ countries—from Mongolia’s harsh winters to Spain’s sunny coasts—have racked up fans for reliable, no-fuss installs.
Getting automation and control to play nice in a semi-continuous pyrolysis plant isn’t rocket science—it’s smart engineering with a dash of common sense. From slashing downtime to pumping out cleaner yields, the payoff’s real for anyone wrestling waste into wealth. As regs tighten and energy prices climb, these setups aren’t just handy; they’re essential. Dive in, tweak as you go, and watch your operation run smoother than ever.
What exactly sets a semi-continuous pyrolysis plant apart in terms of daily operations? In a semi-continuous setup, you load waste in batches every few hours while the reactor keeps processing nonstop. This means higher throughput than pure batch systems—up to 20 tons a day—without the complexity of full continuous feeds. It’s ideal for mid-sized ops, blending steady output with easy maintenance windows.
How does automation in a semi-continuous pyrolysis plant cut down on hands-on work? Automation handles the grunt stuff like temp ramps and pressure vents via PLC sensors, trimming operator time to just a couple hours daily. Take heat recovery: it auto-loops syngas back to the burner, saving 15-20% on fuel without anyone babysitting the gauges.
Why can’t you skip manual control altogether in semi-continuous pyrolysis? Feedstocks vary—tires vs. sludge—and automation alone misses those nuances, like adjusting for moisture. Manual oversight lets you tweak cycles on the fly, boosting oil yields by 5% and catching issues early, keeping things safe and efficient.
What kind of yields can I expect from a balanced semi-continuous pyrolysis plant? Real-world runs show 40-45% fuel oil from tires, 30-35% carbon black, and minimal waste. In a 10-ton unit, that’s about 4 tons of sellable oil daily, with controls ensuring clean separation and automation minimizing losses.
Is investing in semi-continuous pyrolysis worth it for smaller sites? Absolutely, especially if you’re handling 5-15 tons daily. The modular design fits tight spaces, and that auto-control mix pays back in 18-24 months through steady revenue from byproducts. Sites in Mexico and Indonesia are proof—reliable, scalable, and green.
 Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
Address: 30th Floor, Building 3, Excellence Darongcheng, Shibei District, Qingdao City, Shandong Province
 Call us now:+86-13791972057
Call us now:+86-13791972057
 Email:[email protected]
Email:[email protected]




QINGDAO XINGFU ENERGY EQUIPMENT CO.,LTD